1 ę²čį
“ÖCŲ„ęĢėX”ėųĘQłDŽ±Öz£y╝╝ąg(sh©┤)Ż¼─╦╩Ū╣Ōīó▒╗£yī”Ž¾Ą─łDŽ±ū„×ķą┼ŽóĄ─▌d¾wŻ¼Å─ųą╠ß╚Īėąė├Ą─ą┼ŽóüĒ▀_ĄĮ£y┴┐Ą──┐Ą─ĪŻ╦³Š▀ėąĘŪĮėė|ĪóĖ▀╦┘Č╚Īó£y┴┐ĘČć·┤¾Īó½@Ą├Ą─ą┼ŽóžSĖ╗Ą╚ā×(y©Łu)³cĪŻ═©▀^CCDözŽ±Ņ^┼c╣ŌīW(xu©”)ŽĄĮy(t©»ng)ĪóöĄ(sh©┤)ūų╠Ä└ĒŽĄĮy(t©»ng)Ą─ĮY(ji©”)║ŽŻ¼┐╔īŹ¼F(xi©żn)▓╗═¼Ą─Öz£yę¬Ū¾ĪŻCCDį¬╝■┐╔└ĒĮŌ×ķę╗éĆė╔Ėą╣ŌŽ±╦žĮM│╔Ą─³cĻćŻ¼Ųõ├┐éĆŽ±╦žČ╝ę╗ę╗ī”æ¬(y©®ng)┴╦▒╗£yī”Ž¾Ą─Č■ŠSłDŽ±╠žš„Ż¼╝┤═©▀^ī”Ž±╦ž³c│╔Ž±ĮY(ji©”)╣¹Ą─Ęų╬÷┐╔ęįķgĮėĘų╬÷ī”Ž¾Ą─łDŽ±╠žš„ĪŻ
“ÖCŲ„ęĢėX”Ą─ė├═Š║▄ČÓŻ¼ļSų°╔Ž╩└╝oŠ┼╩«─Ļ┤·ęįüĒ╣ŌļŖĪóūįäė╗»║═ėŗ╦ŃÖCłDŽ¾╠Ä└Ē╝╝ąg(sh©┤)Ą─čĖ╦┘░l(f©Ī)š╣Ż¼ÖCŲ„ęĢėXęčį┌║▄ČÓ╣żśI(y©©)▓┐ķTĄ├ĄĮįĮüĒįĮÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻū„×ķę╗ĘNą┬ĘfČ°ėųīŹė├Ą─é„Ėą╝╝ąg(sh©┤)Ż¼łDŽ±Öz£yå╬į¬Į³─ĻęčīŹ¼F(xi©żn)«a(ch©Żn)ŲĘ╗»Ż¼ę╗ą®ų¬├¹Ą─ÅS╔╠Ż¼╚ń╚š▒ŠĄ─╦╔Ž┬╣½╦ŠĪóĄ┬ć°Ą─╬„ķTūė╣½╦ŠĄ╚Č╝═Ų│÷┴╦ŲĘĘNęÄ(gu©®)Ė±²R╚½Ą─ŽĄ┴ą╗»«a(ch©Żn)ŲĘŻ¼░³└©╣Ōį┤ĪóözŽ±Ņ^Īó╠Ä└ĒŲ„Ą╚Ż¼▀@ī”łDŽ±Öz£y╝╝ąg(sh©┤)Ą─═ŲÅVæ¬(y©®ng)ė├äō(chu©żng)įņ┴╦║▄ėą└¹Ą─Śl╝■ĪŻĄ½ŽÓ▒╚ų«Ž┬Ż¼ć°ā╚(n©©i)į┌▀@ĘĮ├µ╔ą╠Äė┌Ų▓ĮļAČ╬Ż¼╝┤╩╣į┌Į³20─Ļ½@Ą├čĖ╦┘░l(f©Ī)š╣Ą─Ų¹▄ćųŲįņśI(y©©)Ż¼ÖCŲ„ęĢėXĄ─æ¬(y©®ng)ė├ę▓ŽÓ«öėąŽ▐ĪŻĄ½═©▀^ęįŽ┬æ¬(y©®ng)ė├īŹ└²Ż¼┐╔ŪÕ│■Ąž┐┤│÷▀@ĒŚą┬╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├Ū░Š░ĪŻ
2 łDŽ±Öz£y╝╝ąg(sh©┤)į┌Š½├▄£y┴┐ųąĄ─æ¬(y©®ng)ė├
Š½├▄£y┴┐╩ŪÖCŲ„ęĢėXę╗éĆųžę¬Ą─æ¬(y©®ng)ė├ŅI(l©½ng)ė“Ż¼Ųõī”▒╗£yī”Ž¾▀Mąą£y┴┐Ą─įŁ└Ē╚ńłD1╦∙╩ŠĪŻÖz£yŽĄĮy(t©»ng)ų„ę¬ė╔╣ŌīW(xu©”)ŽĄĮy(t©»ng)ĪóCCDözŽ±Ņ^║═ėŗ╦ŃÖC╠Ä└ĒŽĄĮy(t©»ng)(łDųą╬┤▒Ē╩Š)Ą╚ĮM│╔ĪŻė╔╣Ōį┤░l(f©Ī)│÷Ą─ŲĮąą╣Ō╩°šš╔õĄĮ▒╗£yī”Ž¾Ą─Öz£y▓┐╬╗╔ŽŻ¼Ųõ▀ģŠē▌å└¬Įø(j©®ng)▀^’@╬ó╣ŌīW(xu©”)ńRĮM│╔Ž±į┌özŽ±ÖCĄ─├µĻćCCDŽ±├µ╔ŽŻ¼Įø(j©®ng)ėŗ╦ŃÖC▀MąąłDŽ±╠Ä└Ē║¾½@Ą├▒╗£yī”Ž¾▀ģŠē▌å└¬Ą─╬╗ų├ĪŻ╚ń╣¹╩╣▒╗£yī”Ž¾«a(ch©Żn)╔·╬╗ęŲŻ¼į┘┤╬£y┴┐Ųõ▀ģŠē▌å└¬╬╗ų├Ż¼ätā╔┤╬╬╗ų├ų«▓Ņ▒Ń╩Ū╬╗ęŲ┴┐ĪŻ’@╚╗Ż¼╚¶▒╗£yī”Ž¾Ą─ā╔ŚlŲĮąąĄ─▀ģŠē▌å└¬─▄╠Äė┌═¼ę╗Ę∙łDŽ±ā╚(n©©i)Ż¼ätŲõČ■š▀╬╗ų├ų«▓Ņ╝┤×ķŽÓæ¬(y©®ng)│▀┤ńĪŻ
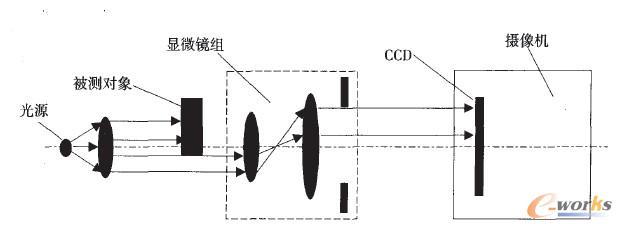
łDl╬╗ęŲÖz£yŽĄĮy(t©»ng)╩ŠęŌłD
╔Ž╩÷ŽĄĮy(t©»ng)śO×ķ▀m║Žī”┤¾┼·┴┐╔·«a(ch©Żn)ŪķørŽ┬╣ż╝■Ą─į┌ŠĆÖz£yŻ¼ė╚Ųõ╩Ū«ö▒╗£yī”Ž¾│▀┤ń▌^ąĪĪóą╬ĀŅ▒╚▌^║åå╬ĢrŻ¼Ė³─▄’@╩ŠŲõā×(y©Łu)įĮąįĪŻļŖūėĮė▓Õ╝■Īó░³└©Ų¹▄ćļŖūė«a(ch©Żn)ŲĘųąĄ─Įė▓Õ╝■Š═╩ŪĄõą═└²ūėŻ¼╦³éāĄ─╔·«a(ch©Żn)ą¦┬╩║═│╔ŲĘ│▀┤ńŠ½Č╚Č╝▌^Ė▀Ż¼Ū░š▀┐╔▀_ĄĮ├┐ĘųńŖöĄ(sh©┤)░┘╝■Ż¼Č°║¾š▀ČÓöĄ(sh©┤)×ķ0Ż«01ramĄ─öĄ(sh©┤)┴┐╝ēĪŻę╗░ŃŪķørŽ┬Ż¼╣ż╝■┘|(zh©¼)┴┐╚▒Ž▌░³└©▓Õ─_Ą─ūāą╬╗“┼żŪ·ĪóČÓėÓĄ─Įī┘š│ĖĮ(Įī┘╦ķą╝)Ą╚Ż¼Š∙Ę┤ė│×ķ═Ōą╬│▀┤ńĄ─š`▓ŅĪŻ«ö▓╔ė├łDl╦∙╩ŠŽĄĮy(t©»ng)▀Mąą£y┴┐ĢrŻ¼┴Ń╝■(▓Õ─_)╦∙ą╬│╔Ą─łDŽ±ė╔ė┌┼cŲõ├„┴┴▒│Š░ų«ķgĄ─ÅŖ┴ęī”▒╚Ż¼Č°Š▀ėąŪÕ╬·Ą─╝¶ė░ą¦╣¹ĪŻ▀@śėĄ─└ĒŽļłDŽ±×ķ£╩┤_£y┴┐▒╗Özī”Ž¾Ą─│▀┤ń║═▌å└¬(ą╬ĀŅ)╠žš„äō(chu©żng)įņ┴╦Śl╝■ĪŻłD2’@╩Š┴╦ę╗▓┐Ęųø_ē║│╔ą╬Ą─▓Õ─_ļSų°Įī┘▌ö╦═Ħ═©▀^Öz£y╣ż╬╗Ģr«a(ch©Żn)╔·Ą─Ąõą═▒│╣ŌłDŽ±ĪŻŲõųąŻ¼▓Õ─_A░l(f©Ī)╔·┴╦┼żŪ·Ż¼▓Õ─_B╔Žš│ĖĮų°ČÓėÓĄ─Įī┘Ż¼▓Õ─_CöÓ├µ│▀┤ń(īÆ)▓╗║ŽĖ±ĪŻ
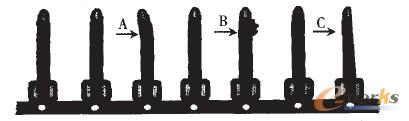
łD2Ąõą═Ą─▒│╣ŌÖz£yłDŽ±
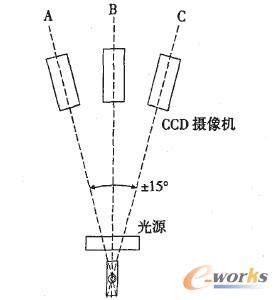
ąĶųĖ│÷Ą─ę╗³c╩ŪŻ¼▒M╣▄▓╔ė├Ą─╩Ūī”┴Ń╝■łDŽ±Ą─▀ģŠēÖz£yŻ¼Ą½Ė∙ō■(j©┤)╣ż╝■Ą─▓╗═¼ŪķørŻ¼Š▀¾wū÷Ę©╔Ž╚įėą▓ŅäeĪŻ╚ńī”łD2╦∙╩Š┴Ń╝■(▓Õ─_)Ą─łDŽ±╔Ž┐╔ęįįO(sh©©)ų├╚²Śl(LlĪóL2ĪóL3)╗“ČÓŚlÖz£yŠĆŻ¼Ęųäe▓╔ė├║åå╬Ą─ķyųĄĘ©╗“å╬ĪóļpĘÕĘ©Öz£y│÷┴Ń╝■Ą─▀ģŠēą┼ŽóĪŻė╔ė┌╚²ŚlÖz£yŠĆų«ķg▒Ż│ųų°ŽÓ╗ź┤╣ų▒Į╗▓µĄ─ĻP(gu©Īn)ŽĄŻ¼ę“┤╦┐╔ęį═©▀^┬ō(li©ón)┴ó╚²ŠĆ(╗“ČÓŠĆ)Ą─▀ģŠēÖz£y³c┤_Č©▓Õ─_ŽÓī”ė┌łDŽ±ŲĮ├µĄ─╬╗ų├(xĪóY)║═▐D(zhu©Żn)ĮŪ(e)ĪŻ▀@ą®─┐ś╦┴Ń╝■Ą─╬╗ų├ą┼Žó(▀ģŠēū°ś╦║═Ų╩╝▐D(zhu©Żn)ĮŪ)īóé„╦═Įoėŗ╦ŃÖC╠Ä└ĒŽĄĮy(t©»ng)Ż¼ęįū÷│÷ŽÓæ¬(y©®ng)Ą─įuārĪŻłDŽ±Öz£y╝╝ąg(sh©┤)ė├ė┌Š½├▄£y┴┐Ą─┴Ēę╗éĆīŹ└²╩Ūį┌ĄČŠ▀ŅA(y©┤)š{(di©żo)£y┴┐ųąĄ─æ¬(y©®ng)ė├ĪŻ▒Ŗ╦∙ų▄ų¬Ż¼│ąō·(d©Īn)¼F(xi©żn)┤·Ų¹▄ć░l(f©Ī)äėÖC╔·«a(ch©Żn)Ą─ų„¾w╩ŪöĄ(sh©┤)┐žÖC┤▓Īó╝ė╣żųąą─Ż¼╦³éā╦∙ė├Ą─ĄČŠ▀▒žĒÜĮø(j©®ng)£y┴┐ŅA(y©┤)š{(di©żo)Ż¼╣╩Ė„ŅÉĄČŠ▀ŅA(y©┤)š{(di©żo)£y┴┐āxį┌╔·«a(ch©Żn)▀^│╠ųąĄ─æ¬(y©®ng)ė├įĮüĒįĮŲš▒ķĪŻé„Įy(t©»ng)Ą─Öz£yĘĮ╩Į╩Ū╣ŌīW(xu©”)═Čė░║═╣Ō¢┼öĄ(sh©┤)’@▒ĒŽÓĮY(ji©”)║ŽŻ¼Ū░š▀ė├ė┌├ķ£╩Č©╬╗Ż¼Č°║¾š▀ė├ė┌£y┴┐ĪóūxöĄ(sh©┤)ĪŻš¹éĆ▀^│╠ąĶ▌^ČÓĄ─╚╦╣żģó┼cŻ¼ī”▓┘ū„╚╦åTĄ─ę¬Ū¾Ė▀Ż¼ą¦┬╩ģs▌^Ą═ĪŻÄū─ĻŪ░šQ╔·Ą─ą┬ĘfĄČŠ▀ŅA(y©┤)š{(di©żo)£y┴┐āx░čÖCŲ„ęĢėXĪó╣Ō¢┼╝╝ąg(sh©┤)Īóėŗ╦ŃÖC▄øė▓╝■ĪóŻ¼ūįäė┐žųŲ╝╝ąg(sh©┤)Ą╚ėąÖCĮY(ji©”)║ŽŻ¼╩╣é„Įy(t©»ng)Ą─╣żū„ĘĮ╩Į░l(f©Ī)╔·┴╦Ė∙▒Šūā╗»Ż¼¤ošōį┌£y┴┐Š½Č╚Īó▓┘ū„ĘĮ▒Ń║═╣żū„ą¦┬╩╔ŽČ╝ėą┴╦śO┤¾Ą─╠ßĖ▀ĪŻČ°ų„ę¬įŁę“Š═╩ŪęįÖCŲ„ęĢėX╠µ┤·┴╦é„Įy(t©»ng)Ą─╣ŌīW(xu©”)═Čė░Ż¼Å─Č°ÅžĄūĖ─ūā┴╦įŁėąĄ─╣żū„─Ż╩ĮĪŻ
į┌▀@ĘNą┬ĘfāxŲ„ųąŻ¼ū„×ķ▀\äėī¦(d©Żo)▄ēĄ─z▌SĪóx▌S║═C(╗ž▐D(zhu©Żn))▌Sā╚(n©©i)Ż¼Ęųäečbėąų▒ŠĆ╣Ō¢┼║═łA╣Ō¢┼ĪŻ▒╗£yĄČŠ▀čž▐D(zhu©Żn)┼_ųąą─ŠĆĪó╝┤c▌S░▓čbĪŻÖCŲ„ęĢėXé„ĖąŲ„╬╗ė┌▓µą╬ų¦╝▄ā╔é╚(c©©)Ż¼ę▓Š═╩Ū┐ńįĮ▐D(zhu©Żn)┼_Ą─ųąą─ŠĆĪŻų¦╝▄Ą─ę╗Č╦░▓Ę┼╣Ōį┤Ż¼┴Ēę╗Č╦╩ŪözŽ±Ņ^Ż¼▒╗£yĄČŠ▀łDŽ±ė╔özŽ±Ņ^ūx╚ĪĪŻ
3 ÖCŲ„ęĢėXė├ė┌╣ż╝■▒Ē├µ╚▒Ž▌Öz£y
╣ż╝■▒Ē├µ╚▒Ž▌Īó╚ń▀BŚU┤¾ąĪŅ^ĮY(ji©”)║Ž├µĄ─ŲŲ┐┌╚▒ōp╩Ūį┌ųŲįņ▀^│╠ųąą╬│╔Ą─Ż¼ī”▒Ē├µ╚▒Ž▌Ą─╠Į£yį┌┼·┴┐╔·«a(ch©Żn)Ą─Ų¹▄ćĪó─”═ą▄ćĪóā╚(n©©i)╚╝ÖCĄ╚ąąśI(y©©)Ż¼Ų∙Į±╗∙▒ŠČ╝▓╔ė├╚╦╣ż─┐£yĘĮĘ©ĪŻ▀@śėĄ─ĘĮĘ©▓╗Ą½ą¦┬╩Ą═Ż¼ä┌äėÅŖČ╚┤¾Ż¼Ūęī”╣ż╦ćś╦£╩ųąęÄ(gu©®)Č©Ą─Č©┴┐įuČ©ę¬Ū¾═∙═∙ļyęį£╩┤_ł╠(zh©¬)ąąŻ¼Å─Č°ė░Ēæī”«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─ėąą¦▒O(ji©Īn)┐žĪŻęį▀BŚUĮY(ji©”)║Ž├µ▒¼┐┌×ķ└²Ż¼ŲõįuČ©ś╦£╩Ą─Š▀¾wę¬Ū¾╚ń
Ž┬Ż║
(1)ŲŲ┐┌├µĘeąĪė┌3mm2Ż╗
(2)ŲŲ┐┌╚╬ę╗ĘĮŽ“Ą─ŠĆąįķLČ╚ąĪė┌2Ż«5mmĪŻ
ų╗ę¬Ę¹║Ž╔Ž╩÷ę╗éĆŚl╝■Ż¼Š═īó┼ąČ©▓╗║ŽĖ±Č°▒╗╠▐│²ĪŻ
▒žĒÜųĖ│÷Ż¼┼cęį╔ŽŠ½├▄£y┴┐ųąÖCŲ„ęĢėXŽĄĮy(t©»ng)▓╔ė├Ą─═Ė╔õĘĮ╩Į(ėųĘQ“▒│╣Ō”ĘĮ╩Į)▓╗═¼Ż¼ė├ė┌▒Ē├µ╚▒Ž▌╠Į£yĢrŻ¼ąĶ▓╔╚ĪłD3╦∙╩ŠĄ─Ę┤╔õĘĮ╩ĮĪŻ

łD3╚▒Ž▌╠Į£yįŁ└Ē╩ŠęŌłD
╚ńłD3╦∙╩ŠŻ¼▒ŠŽĄĮy(t©»ng)═©▀^Č■éĆĘĮą╬┐“╩ĮLED┬■Ę┤╔õ╣Ōį┤šš┴┴┤²Öz£y╣ż╝■Ą─ŲŲ┐┌ģ^(q©▒)ė“Ż¼╣ŌŠĆšš╔õĄĮī”Ž¾▒Ē├µ║¾Ż¼Ę┤╔õĄĮözŽ±Ņ^ā╚(n©©i)Ą─╣ŌļŖ±Ņ║ŽCCDį¬╝■╔ŽŻ¼╝┤▐D(zhu©Żn)╗»│╔ī”æ¬(y©®ng)Ą─ļŖ┴┐ą┼╠¢Ż¼łDŽ±╠Ä└ĒŽĄĮy(t©»ng)Ė∙ō■(j©┤)ļŖ┴┐ą┼╠¢ī”Ą├ĄĮĄ─łDŽ±▀MąąĘų╬÷║═ėŗ╦ŃŻ¼ūŅĮKĄ├ĄĮ╦∙ąĶĄ─öĄ(sh©┤)ō■(j©┤)ĪŻ╚ńŪ░╦∙╩÷Ż¼CCDį¬╝■┐╔└ĒĮŌ×ķę╗éĆė╔Ėą╣ŌŽ±╦žĮM│╔Ą─³cĻćĪŻŲõ├┐ę╗éĆŽ±╦žČ╝ę╗ę╗ī”æ¬(y©®ng)┴╦ī”Ž¾Ą─Č■ŠSłDŽ±╠žš„Ż¼╝┤═©▀^ī”Ž±╦ž³c│╔Ž±ĮY(ji©”)╣¹Ą─Ęų╬÷┐╔ęįķgĮėĘų╬÷ī”Ž¾Ą─łDŽ±╠žš„ĪŻ▒╚╚ń═©▀^ī”Č■ųĄ╗»łDŽ±ųąĄ─│╔Ž±Ž±╦žéĆöĄ(sh©┤)Ą─ėŗ╦ŃŻ¼┐╔ęįĄ├ĄĮŽÓæ¬(y©®ng)Ą─ī”Ž¾Ą─ķLČ╚ųĄ║═├µĘeųĄĪŻ
ŽĄĮy(t©»ng)īóĄ├ĄĮĄ─łDŽ±▀MąąČ■ųĄ╗»╠Ä└Ē║¾Ż¼░čČ■ųĄłDŽ±ū„×ķī”Ž¾▀Mąą▒┼ę╗▓ĮĄ─ėŗ╦ŃĘų╬÷ĪŻ▒ŠŽĄĮy(t©»ng)į┌īŹļH╩╣ė├ųąŻ¼ī”ė┌╗ęČ╚Ą─Č■ųĄ╗»ķōųĄ║═╣Ōį┤Ą─įO(sh©©)Č©▓╔ė├▒╚ī”Ą─ĘĮĘ©īŹ¼F(xi©żn)ĪŻŠ▀¾wĘĮĘ©×ķŻ║ė├ęčų¬Ą─śė╝■ū„×ķś╦Č©Ą─ģóšš╬’ĪŻ░čęčų¬Ą─ģóšš╬’£y┴┐ųĄ│²ęįģóšš╬’ī”æ¬(y©®ng)Ą─Ž±╦žųĄŻ¼╝┤┐╔Ą├ĄĮŽ±╦ž┼cīŹļHųĄų«ķgĄ─ī”æ¬(y©®ng)▒╚└²ųĄĪŻ═©▀^š{(di©żo)š¹╣Ōį┤┴┴Č╚ęį╝░ŽĄĮy(t©»ng)Ą─Č■ųĄ╗»ķōųĄŻ¼ī”╗ęČ╚Ą─Č■ųĄ╗»ķōųĄ▀Mąąā×(y©Łu)╗»Ż¼▒ŻūCŽĄĮy(t©»ng)ī”ī”Ž¾▀ģĮńŠ▀ėąŽÓī”▌^Ė▀Ą─Ęų▒µ┬╩Ż¼╝┤ā×(y©Łu)╗»║¾Ą─Č■ųĄ╗»ķōųĄ║═╣Ōį┤┐╔ęį╩╣▀ģĮńĄ─ūā╗»«a(ch©Żn)╔·▒M┴┐┤¾Ą─Ž±╦žųĄūā╗»ĪŻ
łD4Öz£y╬╗ų├╩ŠęŌłD
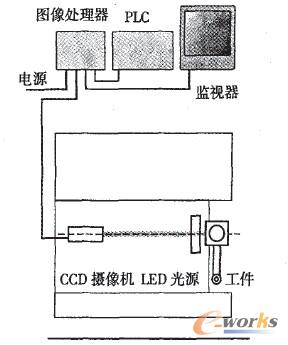
łD5ŽĄĮy(t©»ng)ĮM│╔
Ė∙ō■(j©┤)▒╗£yī”Ž¾Ą─╠žš„(╣ż╝■ą╬ĀŅĪó▒╗£y▓┐╬╗)║═ę¬Ū¾Ż¼ģóššęĢėXŽĄĮy(t©»ng)«a(ch©Żn)ŲĘĄ─ėąĻP(gu©Īn)ś╦£╩Ż¼▓ó░┤šš╦∙═Ļ│╔Ą─įO(sh©©)ėŗŻ¼īó─▄ĘĮ▒ŃĄž▀x╚Ī║Ž▀mĄ─łDŽ±Öz£yå╬į¬(Ų„╝■)Ż¼ĮM│╔ŽÓæ¬(y©®ng)Ą─Öz£yŽĄĮy(t©»ng)ĪŻęį▀BŚUĮY(ji©”)║Ž├µ▒¼┐┌×ķ└²Ż¼ŲõŽĄĮy(t©»ng)Ą─Öz£yę¬Ū¾╚ńłD4╦∙╩ŠŻ¼╝┤ĘųäeÖz£y╗ź×ķ15ĪŻŖAĮŪĄ─AŻ«BŻ«C╚²éĆ(▀BŚUé╚(c©©)├µĄ─)ŲŲ┐┌├µŻ¼ūŅĮKęį╚²éĆÖz£yĮY(ji©”)╣¹ųąĄ─ūŅ┤¾ųĄū„×ķŲŲ┐┌Ą─šµīŹųĄŻ¼▀Mąą┼ąöÓ║¾▓ó▌ö│÷ĮY(ji©”)╣¹ĪŻłD5×ķįōŽĄĮy(t©»ng)ĮM│╔╩ŠęŌłDŻ¼ŲõųąŻ║
(1)CCDözŽ±Ņ^ė├ė┌▓╔╝»ŲŲ┐┌łDŽ±▓ó▐D(zhu©Żn)ōQ│╔öĄ(sh©┤)ūųłDŽ±ą┼╠¢ĪŻĮY(ji©”)║Ž├µĄ─ŲŲ┐┌╚▒ōp├µĘeŠ∙▓╗┤¾ė┌15*15ramŻ¼Ė∙ō■(j©┤)ŽĄĮy(t©»ng)Ą─ś╦£╩ī”šš▒Ē▀x╚Ī“ęĢę░”×ķ20Ż«0×21Ż«4nunŻ¼ė╔ė┌CCDĖą╣Ōį¬╝■×ķ512*480Ą─Ž±╦ž³cĻćŻ¼╣╩X▌SŽ“Ęų▒µ┬╩×ķ21Ż«4Ż»512=0Ż«0417ramŻ»pixelŻ¼Y▌SŽ“Ęų▒µ┬╩×ķ20Ż«01480=0Ż«0417mmŻ»pixelĪŻńRŅ^▀xė├╦╔Ž┬ļŖ╣żĄ─ANN847LńRŅ^Ż¼┤╦ńRŅ^Į╣ŠÓ×ķf=50ramŠ░╔Ņ▌^┤¾Ż¼┐╔▒ŻūC│╔Ž±Ė³×ķŪÕ╬·ĪŻ
(2)LED╣Ōį┤ė├ė┌╠ß╣®ĘĆ(w©¦n)Č©Ą─ĪóŠ∙ä“Ą─šš├„Ż¼▒ŻūC╚ĪŽ±┘|(zh©¼)┴┐ĪŻ╣Ōį┤ėą¤╔╣Ō¤¶Īó¹u╦ž?z©”)¶Īó╝ż╣Ō║═LED╣Ōį┤Ą╚ČÓĘNŅÉą═ĪŻŠC║Ž┐╝æ]╣Ōį┤Ą─ąįār▒╚Ż¼▀xė├CCS╣½╦Š120×120ramĄ─┐“ą═╝t╔½LED╣Ōį┤▀Mąą▌SŽ“šš├„O LED╣Ōį┤Ą─╠ž³c╩Ū░ļ╦źŲ┌ķLĪóšš├„ĘĆ(w©¦n)Č©Ż¼Č°Ūę╣”║─Ą═(6w)┐╔ŅlĘ▒ķ_ĻP(gu©Īn)Īóęūė┌┐žųŲĪŻ
(3)łDŽ±╠Ä└Ēå╬į¬Ą─ė├═Š╩ŪĖ∙ō■(j©┤)ąĶę¬ī”▓╔╝»ĄĮĄ─łDŽ±▀Mąą╠Ä└ĒĪóĘų╬÷Ż¼═¼Ģr░čĘų╬÷ĮY(ji©”)╣¹║═łDŽ±ŽĄĮy(t©»ng)Ą─ĀŅæB(t©żi)ą┼Žó═©▀^RS232Įė┐┌é„Ž“PIE╠ß╣®ą┼╠¢▌ö│÷║═öĄ(sh©┤)ō■(j©┤)Į╗ōQĪŻŽĄĮy(t©»ng)╩╣ė├╦╔Ž┬╣½╦ŠĄ─MultiCheckerVll0ŪČ╚ļ╩ĮłDŽ±╠Ä└ĒŽĄĮy(t©»ng)Ż¼╝»łDŽ±╠Ä└Ē║═▌ö│÷×ķę╗¾wĪŻŪČ╚ļ╩ĮłDŽ±╠Ä└ĒŽĄĮy(t©»ng)Ą─╠ž³c╩Ū╠Ä└ĒŲ„¾wĘeąĪ(8Ż«4×4Ż«0×12cm)Ż¼╣”║─Ą═(24ó÷)ĪµŻ¼OŻ«7A)Ż¼Č°ŪęŁh(hu©ón)Š│▀mæ¬(y©®ng)ąį║├Ż¼─▄į┌Łh(hu©ón)Š│£žČ╚50ĪŻCĄ─Śl╝■Ž┬▀B└m(x©┤)╣żū„ĪŻ
(4)PLCŻ║┐žųŲš¹éĆÖz£yŽĄĮy(t©»ng)Ė„ĒŚ╣”─▄Ą─ł╠(zh©¬)ß▄{žĪŻ«Ż¼═¼Ģrę▓ī”łDŽ±╠Ä└Ēå╬į¬é„▀^üĒĄ─öĄ(sh©┤)ō■(j©┤)▀MąąąŻ“×║═┼ąöÓĪŻ▒ŠŽĄĮy(t©»ng)▀xė├╬„ķTūė╣½╦ŠĄ─s7Ż«226MXĪŻ
(5)▒O(ji©Īn)╩ŠŲ„ū„×ķ╚╦ÖCĮ╗╗źĮń├µŻ¼’@╩ŠłDŽ±╠Ä└ĒŽĄĮy(t©»ng)Ą─ĀŅæB(t©żi)║═öĄ(sh©┤)ō■(j©┤)Ęų╬÷ĮY(ji©”)╣¹ĪŻ
4 łDŽ±ūRäeį┌Ų¹▄ćųŲįņśI(y©©)ųąĄ─æ¬(y©®ng)ė├
ė├ė┌łDŽ±ūRäeĄ─ÖCŲ„ęĢėXŽĄĮy(t©»ng)Ą─Öz£yįŁ└Ēļm╚╗┼cęį╔Ž▒Ē├µ╚▒Ž▌╠Į£yŽÓ╦ŲŻ¼Ą½ū„ė├Īó─┐Ą─═Ļ╚½▓╗═¼ĪŻŪęŽÓ▒╚ų«Ž┬Ż¼╝┤╩╣į┌ć°ā╚(n©©i)Ų¹▄ćųŲįņśI(y©©)ųąĄ─æ¬(y©®ng)ė├ę▓▌^Ū░ā╔éĆŅI(l©½ng)ė“×ķČÓĪŻį┌«a(ch©Żn)ŲĘ╗“░³čb╔Ž┤“ś╦ūRĪóš│┘N╗šėøŻ¼─╦ų┴į┌▌ö╦══ą(▒P)╝▄ū÷╔Žś╦ėø╩ŪŲ¾śI(y©©)╔·«a(ch©Żn)ųą│Żė├Ą─ū÷Ę©Ż¼Č°¼F(xi©żn)┤·╣żśI(y©©)ätęčįĮüĒįĮČÓĄž▓╔╚ĪūīūŅĮK«a(ch©Żn)ŲĘĪó╔§ų┴░ļ│╔ŲĘ(┴Ń▓┐╝■)Ħėąė├ė┌ūRäeĄ─ę╗ŠSĪóČ■ŠSŚl┤aĪŻį┌┤¾┼·┴┐╔·«a(ch©Żn)Śl╝■Ž┬Ż¼╚ń║╬ī”╦³éāūRäeĪó┼ąöÓ?╚¶ę└┐┐╚╦╣ż╚Ōč█Öz▓ķŻ¼▓╗Ą½ä┌äėÅŖČ╚┤¾Ż¼ę▓ļy├ŌÕeÖz┬®┼ąĪŻ┴Ēę╗ĘĮ├µŻ¼į┌╔·«a(ch©Żn)ŠĆĪó╠žäe╩ŪŲõųą─Ūą®čb┼õ╣żą“Ą─▀\ąąųąŻ¼×ķš²┤_═Ļ│╔ęÄ(gu©®)Č©Ą─ę¬Ū¾Ż¼═∙═∙ę▓ąĶĮŌūxę╗ŠSĪóČ■ŠSŚl┤a╗“ūRäe─│ą®ėĪ╦óūų¾wŻ╗┤╦═ŌŻ¼║▄ČÓŪķørŽ┬Ż¼ī”┴Ń╝■Ą─ū╦æB(t©żi)Īó╬╗ų├(ĘĮŽ“)ę▓▒žĒÜ▀Mąą▒µūRŻ¼╠žäeį┌▓╔ė├▀xō±čb┼õĘĮ╩ĮĢrĪŻ
ļŖūėś╦║×ę▓╩ŪĮ³─Ļ░l(f©Ī)š╣ŲüĒĄ─ę╗ĒŚą┬╝╝ąg(sh©┤)Ż¼╦³▓╔ė├ÖCŲ„ęĢėXĄ─ūRäe╝╝ąg(sh©┤)Ż¼īó╔µ╝░░l(f©Ī)äėÖCĄ─Ė„ĘN┘|(zh©¼)┴┐ą┼Žó═©▀^ūxīæŲ„¤oŠĆīæ╚ļś╦║×╗“ūx│÷ĪŻį┌ėąą®░l(f©Ī)äėÖC╔·«a(ch©Żn)ŠĆĄ─▌ö╦═čbų├(═ą▒P)╔Ž░▓čbėąę╗éĆļŖūėś╦║ׯ¼Č°├┐éĆ╝ė╣ż╗“čb┼õ╣ż╬╗ät▓╝ų├ėąę╗éĆūxīæŲ„ĪŻūxīæŲ„┼cPLC╗“ėŗ╦ŃÖCŽÓ▀BĪŻ
4.1 ╗Ņ╚¹į┌Ėū¾wā╚(n©©i)Ą─čb┼õ
łDŽ±ūRäe╝╝ąg(sh©┤)į┌ė├ė┌“╗Ņ╚¹ę╗Ėū¾wčb┼õ╣żą“”ĢrĪŻŲõų„ꬣh(hu©ón)╣Ø(ji©”)░³└©Ż║┼ąöÓĖū¾wĄĮ╬╗▓óū÷║├Öz£y£╩éõŻ╗╠Į£yĖū¾w╔ŽŠē(£╩┤_ĄĮ╬╗Ą─ś╦ųŠ)Ż¼╚ń╣¹╬┤░l(f©Ī)¼F(xi©żn)įō╠žš„▓┐ĘųŻ¼╝┤░l(f©Ī)│÷ł¾Š»ą┼╠¢Ż╗į┌Öz£yŽĄĮy(t©»ng)ųąĮ©┴óū°ś╦ŽĄŻ╗ūRäe▀@śė╚²ĒŚā╚(n©©i)╚▌Ż║╗Ņ╚¹Ą─ėą¤oŻ¼╗Ņ╚¹╬╗ų├Ą─š²┤_ąį(┤_ŪąĄžųv╩Ū“ĘĮ╬╗”)Ż¼╗Ņ╚¹Ēö▓┐▒Ē├µĄ─ś╦ūR║═ūųĘ¹ę╗ė├ė┌▒Ē├„ą═╠¢Īó▀xō±čb┼õĢrĄ─ĮMäe╝░Ųõ╦³ŽÓĻP(gu©Īn)║¼┴xĪŻ
š¹éĆÖz£yĪóūRäe▀^│╠╚ńŽ┬Ż║░l(f©Ī)äėÖC▒╗ĘŁ▐D(zhu©Żn)Īóčb╚ļ╗Ņ╚¹Ż¼▌ö╦═ŽĄĮy(t©»ng)╩╣░l(f©Ī)äėÖCļS═ą▒PŽ“Öz£y╣ż╬╗ęŲäėŻ╗«ö░l(f©Ī)äėÖC╝┤īóĄĮ▀_Öz£y╣ż╬╗ĢrŻ¼ė╔ļŖūėś╦║×ūxīæŲ„“×├„Ųõ“╔ĒĘ▌”Ż¼╚╗║¾░l(f©Ī)ą┼╠¢ĮoPLCŻ╗Č°«ö░l(f©Ī)äėÖCĄĮ▀_Öz£y╣ż╬╗Ż¼ĮėĮ³ķ_ĻP(gu©Īn)ė|░l(f©Ī)Ż¼PLCĮoÖCŲ„ęĢėXŽĄĮy(t©»ng)░l(f©Ī)│÷╣żū„ųĖ┴ŅŻ╗╚ń╣¹╗Ņ╚¹į┌Ėū¾wā╚(n©©i)Ą─čb┼õš²┤_Ż¼ęĢėXŽĄĮy(t©»ng)░l(f©Ī)ą┼ĮoPLCŻ¼╚╗║¾īæ╚ļļŖūėś╦║ׯ¼░l(f©Ī)äėÖC└^└m(x©┤)┴„Ž“Ž┬ę╗╣ż╬╗ĪŻ╚ń╣¹╗Ņ╚¹čb┼õėąÕeŻ¼ätęĢėXŽĄĮy(t©»ng)╠ß╩ŠPIEŻ¼▓ó═©▀^╚╦ÖCĮń├µł¾Š»Ż¼’@╩ŠŲ┴īóųĖ╩Š──ę╗ĖūĄ─╗Ņ╚¹čb┼õėąÕeĪó║╬ĘNÕeš`ĪŻ▓┘ū„š▀┤_šJÖz£yĮY(ji©”)╣¹║¾Ż¼═©▀^╩╣╚╦ÖCĮń├µPIE░l(f©Ī)│÷ųĖ┴ŅŻ¼īóĮY(ji©”)╣¹īæ╚ļļŖūėś╦║ׯ¼▓óŪęīó░l(f©Ī)äėÖCų▒Įė▌ö╦═ĄĮĘĄą▐ģ^(q©▒)ė“▀MąąĘĄą▐ĪŻš¹éĆÖz£y▀^│╠╚½▓┐ūįäė═Ļ│╔Ż¼ų╗╩Ūį┌│÷¼F(xi©żn)čb┼õÕeš`Īó░l(f©Ī)│÷ł¾Š»Ģr▓┼ė╔╚╦╣żĖ╔ėĶĪŻ
4.2 ų„▌S│ą╔wį┌Ėū¾w╔ŽĄ─čb┼õ
į┌╦─Ėū░l(f©Ī)äėÖCĄ─Ėū¾w╔·«a(ch©Żn)ŠĆŻ¼ų„▌S│ą╔wį┌Ėū¾w╔ŽĄ─čb┼õ╩Ūėųę╗éĆĄõą═╩Š└²ĪŻ5éĆų„▌S│ą╔wĄ─Ū░Č╦▓┐│╩▓╗═¼Ą─┼_ļAĀŅŻ¼Ė„▓╗ŽÓ═¼ĪŻ═©▀^├┐éĆ┴Ń╝■╔ŽĄ─öĄ(sh©┤)ūųś╦ūRŻ¼░┤ęÄ(gu©®)Č©Ēśą“║═ĘĮŽ“░▓čbĪŻė╔ė┌┴Ń╝■╗ņļsĪóöĄ(sh©┤)┴┐ėų┤¾Ż¼│Ż░l(f©Ī)╔·Õečb¼F(xi©żn)Ž¾Ż¼ī¦(d©Żo)ų┬Ž┬Ą└╣żą“«a(ch©Żn)╔·ÅUŲĘĪŻ
×ķ┤╦Ż¼į┌╔·«a(ch©Żn)ŠĆĄ─öQŠočb┼õ╣ż╬╗║═ĘŁ▐D(zhu©Żn)╣ż╬╗ų«ķgįO(sh©©)ų├ę╗Öz£y╣ż╬╗Ż¼═©▀^ūįäėūRäeŻ¼┼ąöÓčb┼õĮY(ji©”)╣¹Ą─š²┤_ąįĪŻ╚¶╚½▓┐š²┤_Ż¼ätĖū¾w└^└m(x©┤)┴„Ž“Ž┬ę╗╣ż╬╗Ż¼Ę±ätł¾Š»▓óĮoPLC░l(f©Ī)│÷ųĖ┴ŅŻ¼╩╣╔·«a(ch©Żn)ŠĆ═ŻÖCŻ¼īóėąå¢Ņ}Ą─Ėū¾wŽ┬ŠĆĘĄą▐ĪŻ×ķ┴╦▀mæ¬(y©®ng)l╝■Ż»ĘųńŖĄ─čb┼õ╣Ø(ji©”)┼─Ż¼▓╔ė├į┌Ėū¾węŲäė▀^│╠ųąÖz£yŻ¼2éĆ╣ŌļŖęĢėXé„ĖąŲ„ĘųäeŪ░║¾▓╝ų├į┌╔·«a(ch©Żn)ŠĆĄ─╔ŽĘĮ║═ę╗é╚(c©©)ĪŻŪ░ę╗éĆ×ķ┴Ń╝■Č©╬╗é„ĖąŲ„Ż¼ė├ęįūįäė£╩┤_Ąžė|░l(f©Ī)▓╔śėŻ¼║¾ę╗éĆė├ė┌äėæB(t©żi)ūRäe5éĆų„▌S│ą╔wĄ─▒Ē├µÄū║╬ą╬ĀŅĪŻĖ∙ō■(j©┤)ŅA(y©┤)Ž╚ų├╚ļĄ─Ė„ų„▌S│ą╔w╠žš„ģóöĄ(sh©┤)║═▓╔╝»ĄĮĄ─é„ĖąŲ„▌ö│÷ą┼╠¢Ż¼┐╔┤_Č©╩ŪʱčbÕe▓óųĖ╩ŠŠ▀¾w│÷Õe╬╗ų├ĪŻ
š¹éĆÖz£yĪóūRäe▀^│╠×ķŻ║Ėū¾wį┌═Ļ│╔ų„▌S│ą╔wĄ─öQŠo╣żą“║¾Ż¼čž▌üĄ└Ž“Öz£y╣ż╬╗ęŲäėŻ¼Č°ā╔é╚(c©©)ī¦(d©Żo)▄ēĄ─╝s╩°ū„ė├Ż¼▒ŻūC┴╦┴Ń╝■ūįäėšęš²╬╗ų├ĪŻ«ö▀M╚ļÖz£y╣ż╬╗ĢrŻ¼Č©╬╗é„ĖąŲ„╩ūŽ╚╠Į£yĄĮĄ┌1ų„▌S│ą╔w▀ģŠēŻ¼ļS╝┤ė╔┴Ēę╗éĆé„ĖąŲ„ūRäeŲõŪ░Č╦▓┐Ą─Äū║╬ą╬ĀŅŻ¼Įø(j©®ng)┐žųŲŲ„▓╔śėĪó╠Ä└ĒŻ╗╚╗║¾Ėū¾w└^└m(x©┤)Ū░ęŲŻ¼ī”Ą┌2ę╗Ą┌5éĆų„▌S│ą╔w▀Mąą╠Į£y║═ūRäeĪŻ═©▀^┼cŅA(y©┤)ų├ųĄ▒╚▌^Ż¼Š═┐╔ī”ėąĘ±Õečb┴Ń╝■ū„│÷┼ąöÓĪŻ├┐┤╬╠Į£yČ╝ėąėŗöĄ(sh©┤)║═’@╩ŠŻ¼š¹éĆÖz£y▀^│╠į┌Ėū¾w▌ö╦═ęŲäėųą═Ļ│╔Ż¼▓╗▒žŅ~═Ōį÷╝ėÖz£yĢrķgĪŻ
5 ĮY(ji©”)╩°šZ
łDŽ±Öz£yŽĄĮy(t©»ng)Ą─┐╔┐┐ąį║═ĘĆ(w©¦n)Č©ąįę╗░Ń┐╔ęį═©▀^£╩┤_ąįųĖś╦║═ųžÅ═(f©┤)ąįųĖś╦üĒ║Ō┴┐ĪŻęįė├ė┌▀BŚU▒Ē├µ╚▒Ž▌Öz£yĄ─īŻė├įO(sh©©)éõ×ķ└²Ż¼ė├æ¶ę¬Ū¾Ą─£╩┤_ąįųĖś╦×ķŻ║įuārųĄ<10Żź(įuārųĄ=ūŅ┤¾Ų½▓ŅųĄŻ¼śė░Õś╦£╩ųĄ)Ż¼ųžÅ═(f©┤)ąįųĖś╦×ķŻ║śO▓ŅųĄ≤10Żź╚▒Ž▌╣½▓Ņ(śO▓ŅųĄ×ķ▀B└m(x©┤)lO┤╬£y┴┐ųĄųąūŅ┤¾ųĄ┼cūŅąĪųĄĄ─▓ŅųĄ)ĪŻė├ė┌╔Ž║Ż┤¾▒ŖĄ─ę╗┼_īŻė├įO(sh©©)éõĮø(j©®ng)▀^£yįuŻ¼ŽĄĮy(t©»ng)Ą─£╩┤_ąįųĖś╦āH×ķįuārųĄĄ─OŻ«04ŻźŻ¼ųžÅ═(f©┤)ąįųĖś╦×ķ╚▒Ž▌╣½▓ŅĄ─4Ż«0ŻźŻ¼Š∙▀_ĄĮę¬Ū¾Ż¼Č°ŪꎥĮy(t©»ng)▀Ćėąę╗Č©Ą─Øō┴”┐╔▀MąąĖ³Ė▀╝ēäeĄ─æ¬(y©®ng)ė├ķ_░l(f©Ī)ĪŻ
┐éĄ─üĒšfŻ¼łDŽ±Öz£yŽĄĮy(t©»ng)į┌Ų¹▄ćųŲįņśI(y©©)ųąĄ─æ¬(y©®ng)ė├Ż¼┤¾┤¾╠ßĖ▀┴╦╣ż╦ć▀\ąą┘|(zh©¼)┴┐║═╔·«a(ch©Żn)ą¦┬╩Ż¼ĮĄĄ═┴╦ä┌äėÅŖČ╚Ż¼═©▀^į┌▓╗╔┘ć°ā╚(n©©i)┤¾Ų¾śI(y©©)Ą─│╔╣”æ¬(y©®ng)ė├Ż¼š╣¼F(xi©żn)┴╦┴╝║├Ą─Ū░Š░ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║šäĪ░ÖCŲ„ęĢėX"į┌Ų¹▄ćųŲįņśI(y©©)ųąĄ─æ¬(y©®ng)ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.vmgcyvh.cn/html/news/1051557053.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")