ĪĪĪĪ×ķ┴╦į┌Ų¹▄ćµi╔·«aųąīŹ¼F┤¾ęÄ─ŻĶĆ│ū╝ė╣ż,įOėŗ▓óīŹ¼F┴╦ę╗ĘN╗∙ė┌╣żśIPC║═PLC╝╝ągĄ─╚½ūįäėīŻė├öĄ┐žŽĄĮyĪŻįōŽĄĮy╩Ūę╗éĆĘų▓╝╩ĮĄ─╚½ūįäėīŻė├öĄ┐žŽĄĮy,▓╔ė├╣żśIPC×ķų„┐žŽĄĮy,└¹ė├PLC ┐žųŲÖCąĄ╩ųŽĄĮyĪóÖz£yķ_ĻPą┼╠¢Īó═©▀^DIO Įė┐┌┼cų„┐žPC▀Mąą═©ėŹĪŻįōŽĄĮyąį─▄ĘĆČ©┐╔┐┐,ęčį┌Ų¹▄ćµiīŻśI╔·«aŲ¾śIĄ├ĄĮæ¬ė├ĪŻ
ĪĪĪĪį┌Ų¹▄ćµiīŻśI╔·«aŲ¾śIųą,×ķ┴╦īŹ¼F┤¾ęÄ─Ż╔·«a,īŻśI╗»Ą─ūįäė┐žųŲ╔·«aįOéõ╩Ūų┴ĻPųžę¬Ą─,ųŪ─▄╗»ūįäėŃŖ²XÖCŠ═╩ŪŲõųąĻPµIįOéõĪŻ▀@ĘNįOéõ▀^╚źÅ─ć°═Ō▀M┐┌,▓╗Ą½ārĖ±Ė▀,Č°ŪęŠSūo└¦ļyĪŻ╣Pš▀ĮøÄū─ĻĄ─蹊┐,═©▀^║═ėąĻP╔·«aŲ¾śIĄ─║Žū„,į┌Ęų╬÷▀M┐┌įOéõĄ─╗∙ĄA╔Ž,čąųŲ┴╦Š▀ėąūį╔Ē╠ž╔½Ą─╚½ūįäėöĄ┐žŃŖ²XÖC,▓óęč═Č╚ļ╔·«a▀\ąąĪŻįōŽĄĮyĮø▀\ąąīŹ█`▒Ē├„,ŲõŠ½Č╚ĪóĘĆČ©ąįĪóą¦┬╩Īó╩╣ė├Ą─ĘĮ▒ŃąįĄ╚ųĖś╦Š∙▀_ĄĮįOėŗę¬Ū¾,Č°Ūęš¹¾wąį─▄┤¾┤¾│¼▀^▀M┐┌įOéõ,į┌╔·«aųą░lō]┴╦ųžę¬ū„ė├ĪŻŽĄĮy▓╔ė├┴╦ć°ļHūŅą┬Ą─╦┼Ę■ŽĄĮy╝╝ągĪó╣żśI┐žųŲėŗ╦ŃÖC╝╝ągĪóļp╣żū„┼_ļpū°ś╦║═4 ▌Sļp╣żū„┼_┬ōäėĄ─╚½ūįäėųŪ─▄╗»╣żū„ĘĮ╩Į,═¼Ģræ¬ė├PLC ╝╝ąg,═Ļ╚½Å─╔·«aīŹļH│÷░l▀MąąčąŠ┐,īŹ¼FīŻė├ūįäėöĄ┐žŽĄĮyĄ─Ęų▓╝╩Į┐žųŲĪŻ
ĪĪĪĪ▒Š╬─ų„ę¬ĮķĮBįōŽĄĮyĄ─╣żū„įŁ└Ē╝░×ķīŹ¼FŽĄĮyĄ─┐╔┐┐▀\▐DČ°╩╣ė├Ą─▄ø╝■įOėŗ╝╝ągĪŻį┌įōŽĄĮyčąųŲ▀^│╠ųą,▀\ė├┴╦▄ø╝■śŗ╝■╝╝ąg,╩╣š¹éĆŽĄĮyĄ─▄ø╝■─ŻēK╗»│╠Č╚║▄Ė▀ĪŻįSČÓ▄ø╝■─ŻēK(śŗ╝■) Č╝Š▀ėą┐╔Å═ė├ąįĪŻŲõųą─│ą®─ŻēK╩ŪÅ═ė├┴╦į┌Ųõ╦¹ŽĄĮyųąķ_░lĄ─▄ø╝■śŗ╝■,┤¾┤¾╠ßĖ▀┴╦▄ø╝■čąųŲĄ─╦┘Č╚,ę▓▒ŻūC┴╦▄ø╝■Ą─┐╔┐┐ąįĪŻ
1 ŽĄĮy╣żū„įŁ└Ē
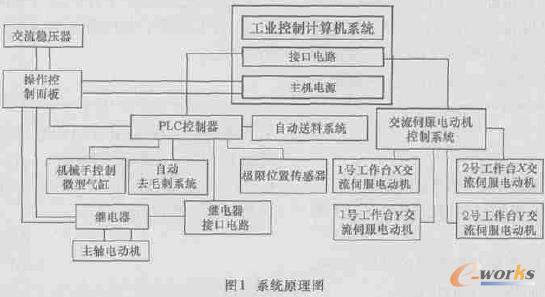
ĪĪĪĪš¹éĆįOéõė╔ÖCąĄ▓┐ĘųĪóėŗ╦ŃÖC┐žųŲŽĄĮyĪóPLC ┐žųŲŽĄĮyÄūéĆ▓┐Ęųśŗ│╔ĪŻŽĄĮy╣żū„įŁ└Ē╚ńłD1 ╦∙╩ŠĪŻÖCąĄ▓┐Ęųė╔ų„▌SļŖäėÖCĪóé„äėŽĄĮyĪóŽĄĮy╣żū„┼_ĪóÖCąĄ╩ųĪóÜŌäėŽĄĮyĪóĮ╗┴„╦┼Ę■ŽĄĮy║═ØLųķĮzĖ▄é„äėŽĄĮyĪóŖAŠ▀Īóūįäė╚ź├½┤╠čbų├Ą╚▓┐Ęųśŗ│╔ĪŻ
ĪĪĪĪėŗ╦ŃÖC┐žųŲŽĄĮyė╔1┼_╣żśIPCĪó1┼_PLCśŗ│╔Ęų▓╝╩Į┐žųŲŽĄĮyĪŻ╣żśIPC ┼õėą╣ŌļŖĖ¶ļxĄ─Įė┐┌░ÕĪŻėŗ╦ŃÖC┐žųŲŽĄĮyį┌┐žųŲ▄ø╝■Ą─▓┘┐vŽ┬,┐žųŲš¹éĆŽĄĮyĄ─ģfš{▀\▐D,▓óų„ę¬┐žųŲ2éĆ╣żū„┼_4éĆĮ╗┴„╦┼Ę■ļŖäėÖCĄ─▀\▐D,▀Mąą▓Õča▀\╦Ń║═╝ė╣ż┐žųŲĪŻėŗ╦ŃÖC┐žųŲŽĄĮy▀Ćžōž¤Ž“PLC░l│÷åóäė▀\ąą├³┴Ņ,Įė╩šPLC░l╗žĄ─╣żū„ĀŅæBą┼╠¢,┤_Č©š¹éĆŽĄĮyĄ─┐žųŲäėū„ĪŻPLC┐žųŲŽĄĮyė╔PLC┐žųŲŲ„║═10éĆ╬óą═ÜŌĖūśŗ│╔Ą─ÖCąĄ╩ų┐žųŲŽĄĮy╝░ūįäė╦═┴ŽŽĄĮyĪŻPLC═¼ĢrÖz£y▓┘ū„├µ░ÕĄ─ĀŅæB,▓óīó╣żū„ĀŅæBą┼╠¢é„╦═Įoėŗ╦ŃÖC┐žųŲŽĄĮyĪŻPLC┐žųŲīó╣ż╝■Å─╦═┴Žčbų├╚Ī│÷▓ó╦═ĄĮĄ┌ę╗╣żū„┼_Ą─═¼Ģrę▓īóĄ┌ę╗╣żū„┼_Ą─╝ė╣ż╝■╚Ī│÷╦═╚ļĄ┌Č■╣żū„┼_,▓óīóĄ┌Č■╣żū„┼_Ą─╝ė╣ż╝■╚Ī│÷╦═╚ļūįäė╚ź├½┤╠čbų├,├┐éĆ┐žųŲ裣hČ╝═Ļ│╔ę╗éĆ╣ż╝■Ą─╝ė╣żĪŻ┴Ē═Ō,ŽĄĮy▀ĆėąśOŽ▐╬╗ų├Öz£yé„ĖąŲ„,Ę└ų╣╣żū„┼_Ą─«É│Żäėū„ī¦ų┬“┤“ĄČ”ĪŻ╬╗ų├é„ĖąŲ„ą┼╠¢ė╔PLC ▓╔╝»▓óīóą┼╠¢é„Įoų„┐žėŗ╦ŃÖC╠Ä└ĒĪŻ
ĪĪĪĪ1.1 PLC┐žųŲÖCąĄ╩ųūįäė╦═┴Ž
ĪĪĪĪPLC Š▀ėą┐╔┐┐ąįĖ▀Īóęūė┌┐žųŲĄ╚ā׳c,╠žäe▀m║ŽČÓ³cķ_ĻP┴┐Ą─£y┴┐┼c┐žųŲĪŻŽĄĮyųą▓╔ė├╚š▒ŠÜW─Ę²ł╣½╦Š╔·«aĄ─CQM1 ą═┐╔ŠÄ│╠┐žųŲŲ„žōž¤ÖCąĄ╩ųĄ─┐žųŲĪó▓┘ū„├µ░Õą┼╠¢▓╔╝»ĪóŽ▐╬╗é„ĖąŲ„ą┼╠¢▓╔╝»Ą╚ĪŻļŖį┤─ŻēK▓╔ė├CQM-1-PA206 ─ŻēK;CPU ─ŻēK▓╔ė├CQM1-CPU21-E─ŻēK; ▌ö╚ļ─ŻēK▓╔ė├CQM1 -ID212─ŻēK;▌ö│÷─ŻēK▓╔ė├CQM1 - OD222 ─ŻēKĪŻÖCąĄ╩ųŽĄĮyė╔10 ┼_ÜŌĖūĮM│╔,═Ļ│╔╣®┴ŽĪóōQ╬╗ĪóČ©╬╗Īó│÷┴ŽĪó╚ź├½┤╠Ą╚ę╗ŽĄ┴ą╣żą“äėū„ĪŻĖ„éĆÜŌĖū╔ŽŠ∙įOėą╬╗ų├Öz£yķ_ĻP,ÜŌĖūĄĮ╬╗╝┤░l│÷ĄĮ╬╗ą┼╠¢ĪŻ┐╔ŠÄ│╠ą“┐žųŲŲ„┼cų„ÖCŽÓ┼õ║Ž,╣▄└ĒŽĄĮyųąĄ─Ė„éĆķ_ĻP┴┐,▓┘ū„ÖCąĄ╩ų╣żū„ĪŻ
ĪĪĪĪPLC┐žųŲūįäė╦═┴ŽĄ─ÖCąĄ╩ų,▓óĮė╩šŽ▐╬╗é„ĖąŲ„ą┼╠¢,īóÖCąĄ╩ų╣żū„ĀŅæB╦═ĄĮ┐žųŲų„ÖC,▓óė╔ų„ÖC┐žųŲŽĄĮyėąą“Ąž▀Mąą╣żū„ĪŻįOéõĄ─åóäė/ ═Żų╣Ą╚▓┘ū„├µ░ÕĄ─▓┘ū„ą┼╠¢é„ų┴PLC,ė╔PLCīóą┼╠¢╦═ų┴┐žųŲų„ÖCĪŻų„┐žėŗ╦ŃÖC┐╔ęį║═PLC▓óąą▀\ąą,į┌PLC┐žųŲÖCąĄ╩ųūįäė╦═╝ė╣ż╣ż╝■ĄĮ╣żū„┼_Ų┌ķg,ų„ÖC┐╔▀Mąą«aŲĘöĄō■╠Ä└Ē,ą╬│╔╝ė╣ż┐žųŲöĄō■,é„▀fĮo╝ė╣ż┐žųŲ─ŻēK,▀Mąą«aŲĘäėæBłDą╬’@╩ŠĪŻ┤²ÖCąĄ╩ų═Ļ│╔äėū„║¾,░lę╗éĆą┼╠¢ĄĮų„┐žėŗ╦ŃÖC,ų„┐žėŗ╦ŃÖCåóäėļŖäėÖC,▀M╚ļŪąŽ„╝ė╣ż┐žųŲ,┤╦ķgPLC┐žųŲÖCąĄ╩ų╗ž╬╗ĪŻ«öę╗éĆ╝ė╣żų▄Ų┌═Ļ│╔,ų„ÖCŽ“PLC░lę╗éĆ╝ė╣ż═Ļ│╔ą┼╠¢, PLC┐žųŲÖCąĄ╩ų▀MąąōQ╝■▓┘ū„,ų„┐žėŗ╦ŃÖCėų▀M╚ļŽ┬ę╗éĆ╣ż╝■Ą─öĄō■ūāōQ╠Ä└ĒĪŻ«ö▓┘ū„åT░┤Ž┬“═Żų╣”░┤Ōo,PLCīóĢ■└^└m┐žųŲÖCąĄ╩ų═Ļ│╔ūŅ║¾╣ż╝■Ą─╝ė╣ż,═¼Ģrīó┤╦ą┼╠¢░l╦═ĄĮų„┐žėŗ╦ŃÖC,ų„┐žėŗ╦ŃÖCį┌╝ė╣ż═Ļę╗éĆų▄Ų┌║¾Öz£yĄĮ═Żų╣ą┼╠¢,▀MąąĮY╩°╠Ä└Ē,į┘ū÷ā╔éĆ╝ė╣żų▄Ų┌Ą─┐žųŲ,═╦╗žų„┐žĮń├µĪŻ
ĪĪĪĪPLCł╠ąą╚Ī┴ŽĪó╦═┴Ž▀^│╠ųą,ų„┐žPC ł╠ąąöĄō■╠Ä└Ē│╠ą“,«öPLC ūįäė╦═┴Ž═Ļ│╔Ģr,öĄō■╠Ä└Ēę▓ęčĮø═Ļ│╔,ų„ÖCīó«aŲĘöĄō■(²Xą╬ŠÄ┤a╝░²Xą╬öĄō■) ▐DōQ×ķ╝ė╣ż┐žųŲģóöĄ,▓óé„╚ļ╝ė╣ż│╠ą“╣żū„ŠÅø_ģ^ĪŻ▀@śė,Š═┐╔ęįåóäė╝ė╣ż┐žųŲ│╠ą“ĪŻ
ĪĪĪĪ1.2 ŃŖ²Xł╠ąąŽĄĮyĄ─śŗ│╔
ĪĪĪĪŃŖ²Xł╠ąąŽĄĮy▓╔ė├ā╔░čŃŖĄČ┼cā╔éĆ╣żū„┼_═¼Ģr╝ė╣ż╣ż╝■Ą─╣ż╦ćĘĮĘ©ĪŻ┼cę╗░ŃŃŖ┤▓▓╗═¼Ą─╩ŪŃŖĄČį┌╣╠Č©╬╗ų├╔Žą²▐D,╣żū„┼_░┤╝ė╣żŪ·ŠĆĄ─ę¬Ū¾▀\äė,4 ┼_Į╗┴„╦┼Ę■ļŖäėÖC═¼Ģr“īäė▀@ā╔éĆ╣żū„┼_ĪŻ╣żū„┼_╬╗ų├ė╔╦┼Ę■ļŖäėÖC╔ŽĄ─ą²▐DŠÄ┤aŲ„Öz£yĪŻ
ĪĪĪĪį┌ŃŖ²X▀^│╠ųą,ė╔ļp╣żū„┼_ļp┬ōäėĄ─öĄ┐žŽĄĮy═Ļ│╔▓Õčaėŗ╦Ń▓ó┐žųŲā╔╠ū¬Ü┴óĄ─▀\äėŽĄĮy“īäė,ā╔éĆ╝ė╣ż╣żū„┼_Ęųäeį┌ā╔éĆū°ś╦╔Ž═¼Ģr▀Mąą▀\äė,╩╣╣ż╝■Ą─ā╔éĆ╝ė╣ż├µ═¼Ģr▀MąąŪąŽ„╗“ęŲäė,▀Mąąā╔├µ²Xą╬Ū·ŠĆĄ─╝ė╣żĪŻ
ĪĪĪĪŃŖ²Xį┌ĶĆ│ūĄ─╝ė╣ż╣ż╦ć╔Ž▓╔ė├Č■┤╬čbŖAĄ─ŪąŽ„ĘĮ╩ĮĪŻ×ķŽ¹│²Č■┤╬čbŖAš`▓ŅĄ─ė░Ēæ,į┌öĄ┐žŽĄĮyųąįOėŗ┴╦čaāö╣”─▄ī”Č©╬╗Š½Č╚▀MąąčaāöĪŻė╔ė┌į┌▄ø╝■╔Ž▀Mąąā╔éĆ╣żū„┼_Ą─ĘųäečaāöĪŻīŻķTįOėŗ┴╦š`▓ŅģóöĄįOų├─ŻēK,┐╔ĘųäeįOų├ā╔éĆ╣żū„┼_Ą─š`▓ŅčaāöģóöĄ,╩╣╝ė╣żŠ½Č╚Ą─čaāö╩«Ęųņ`╗Ņ,▓ó╚▌ęū┐žųŲĪŻ
ĪĪĪĪ1.3 ┐žųŲų„ÖC╝░Įė┐┌
ĪĪĪĪĮ╗┴„╦┼Ę■ŽĄĮy╬╗ų├ą┼╠¢▌ö╚ļĮė┐┌░Õ▓╔ė├čą╚A╣½╦Š╔·«aĄ─PCL - 833 ╚²▌Sš²Į╗ŠÄ┤aŲ„ėŗöĄ░ÕĪŻöĄ┐žŽĄĮyĄ─ų„┐žųŲå╬į¬▓╔ė├╣żśIPC ŽĄĮyĪŻ╣żśIPC ŽĄĮyŠ▀ėą║▄┤¾Ą─ņ`╗Ņąį,┐╔┐┐ąįĖ▀,╠Ä└Ē─▄┴”ÅŖ,īóŲõū„×ķ▀@ĘNų„Å─Ęų▓╝╩Į┐žųŲŽĄĮy╩Ū║▄▀m║ŽĄ─ĪŻ▓╔ė├čą╚A╣½╦Š╔·«aĄ─Ħ╣ŌĖ¶ļxĄ─Įė┐┌░ÕPCL-830,┼c╦┼Ę■ļŖäėÖC“īäė┐žųŲŲ„ęį╝░PLCĮė┐┌▀BĮė,īŹ¼F┼cPLCĄ─═©ėŹ▀BĮė,ę▓īŹ¼Fī”╦┼Ę■ļŖäėÖCĄ─┐žųŲĪŻ
2 ų„┐ž▄ø╝■Ą─īŹ¼F
ĪĪĪĪš¹éĆŽĄĮyĄ─▄ø╝■▓╔ė├Borland C + + ┼cģRŠÄšZčį┬ō║ŽįOėŗČ°│╔ĪŻ▓╔ė├├µŽ“ī”Ž¾įOėŗĘĮĘ©,│õĘų└¹ė├┴╦ų¦│ųė├æ¶Įń├µĄ─ūųą═’@╩ŠĄ─┐╔Å═ė├▄ø╝■śŗ╝■,įōśŗ╝■╩Ū╗∙ė┌ę╗ĘNļpŽ“µ£▒ĒīŹ¼FĄ─ĪŻŽĄĮyčąųŲ▀^│╠ųą,čąųŲ┴╦ų¦│ųė├æ¶▓┘ū„Įń├µĄ─Įń├µ’@╩Šśŗ╝■ĪółDą╬┤░┐┌╣▄└Ēśŗ╝■ĪóÅŚ│÷▓╦å╬╣▄└Ēśŗ╝■Īó«aŲĘöĄō■ūāōQśŗ╝■ĪóģóöĄįOų├śŗ╝■Īó«aŲĘöĄō■╣▄└Ēśŗ╝■Īó╝ė╣ż┐é¾w┐žųŲ▄ø╝■śŗ╝■║═4▌Sļp╣żū„┼_Ą─┐žųŲ▄ø╝■śŗ╝■(å╬¬Ü▓╔ė├ģRŠÄšZčįŠÄųŲ) ĪŻš¹éĆŽĄĮyĄ─╣żū„ųą,▓╔ė├ØhūųĮń├µ,▓┘ū„Įń├µėč║├ĪŻį┌▄ø╝■ųąįOėŗ┴╦äėæB▀mĢr▒OęĢ─ŻēK,┐╔äėæB’@╩Š╝ė╣żŪ·ŠĆęį╝░ĀŅæBą┼ŽóĪŻčŁŁh╝ė╣ż▀^│╠Ą─┐žųŲ▄ø╝■▓╔ė├ėąŽ▐ūįäėÖC─Żą═,╚ńłD2 ╦∙╩ŠĪŻłDųąĖ„ĀŅæBäėū„Č©┴x╚ńŽ┬:

ĪĪĪĪĀŅæB0 :ū„│§╩╝£╩éõĪŻ
ĪĪĪĪĀŅæB1 :ų„┐žųŲėŗ╦ŃÖCŽ“PLC ░l╦═ZGX(Š═Šw) ą┼╠¢ĪŻ
ĪĪĪĪĀŅæB2 :Öz£yPLC ĀŅæBą┼╠¢,Öz£yĄĮ“╝▒═Ż”ą┼╠¢▀M╚ļĀŅæB13 ,Öz£yĄĮą┼╠¢SLW ▀M╚ļĀŅæB3 ,Öz£yĄĮ“═Żų╣”ą┼╠¢▐D╚ļĀŅæB6 ĪŻ
ĪĪĪĪĀŅæB3 :ų„┐žėŗ╦ŃÖCŽ“PLC ░lXDW ą┼╠¢,▓ó▀MąąöĄō■ūāōQ╠Ä└Ē,┤╦ĢrPLC ┐žųŲÖCąĄ╩ųōQ╝■ĪŻ
ĪĪĪĪĀŅæB4 :ų„┐žėŗ╦ŃÖCĄ╚┤²PLC ░lHWW ą┼╠¢,▒Ē╩ŠōQ╬╗═Ļ│╔ĪŻ
ĪĪĪĪĀŅæB5 :ų„┐žėŗ╦ŃÖC“īäė╣żū„┼_▀\äė▀MąąŃŖ²X╝ė╣żĪŻ
ĪĪĪĪĀŅæB6 : ŃŖ²X╝ė╣ż═Ļ│╔,╚¶╝ė╣ż─ŻēKĘĄ╗žÕeš`ą┼Žó,▀M╚ļĀŅæB9 ,Öz£yĄĮ“═Żų╣”ą┼╠¢,▀M╚ļĀŅæB8 ĪŻ
ĪĪĪĪĀŅæB7 :▀MąąėŗöĄĮyėŗ║═ōQ╝■╠Ä└Ē,╚¶ėŗöĄęčØM,▒Ē╩Š═Ļ│╔įOČ©Ą─╝ė╣żöĄ,▐D╚ļĀŅæB11 ,ʱät▐D╚ļĀŅæB10 ĪŻ
ĪĪĪĪĀŅæB8 :▀Mąąš²│ŻĮY╩°╠Ä└ĒĪŻ
ĪĪĪĪĀŅæB9 :▀MąąÕeš`ł¾Š»╠ß╩Š║═ĮY╩°╠Ä└ĒĪŻ
ĪĪĪĪĀŅæB10 :ų„┐žėŗ╦ŃÖCŽ“PLC ░lXCS ą┼╠¢ĪŻ
ĪĪĪĪĀŅæB11 :ėŗöĄĮY╩°,▀MąąĮY╩°╠Ä└ĒĪŻ
ĪĪĪĪĀŅæB12 :ĮY╩°═╦│÷ĪŻ
ĪĪĪĪĀŅæB13 :ū÷Å═╬╗▓┘ū„ĪŻ
ĪĪĪĪĀŅæB14 :ĮY╩°═╦│÷ĪŻ
ĪĪĪĪė╔ė┌į┌ŽĄĮyŲĮ┼_╔Ž,▓╗▓╔ė├ØhūųŽĄĮy,Č°▓╔ė├ūįąąčąųŲĄ─ā╚ŪČūųą╬’@╩Šų¦│ųśŗ╝■,╩╣Ą├š¹éĆ┐žųŲŽĄĮyĄ─čąųŲČ╝╩«ĘųĒś└¹,▒▄├Ō┴╦ę╗░ŃØhūų▓┘ū„ŽĄĮyŲ┴─╗Č©Ģr╦óą┬ī”┐žųŲŽĄĮyųąöÓ┐žųŲĦüĒĄ─Ė╔ö_,į┌īŹĢrŽĄĮyųą▓╔ė├▀@ĘNĘĮĘ©ą¦╣¹╩Ū║▄║├Ą─ĪŻ
ĪĪĪĪš¹éĆ┐žųŲ▄ø╝■Ą─š{įć▓╔ė├├ōÖCš{įć,▒ŻūCūŅ┤¾Ž▐Č╚Ąžė├š²┤_Ą─▄ø╝■▀Mąą┬ōÖCš{įć,▓╔ė├┴╦─ŻöM▀\ąą╝╝ąg┤·╠µšµīŹĄ─ė▓╝■ŽĄĮy,╩╣▄ø╝■š{įćųą┐╔─▄ĦüĒĄ─ė▓╝■ōpē─ĮĄĄ═ĄĮūŅĄ═Ž▐Č╚ĪŻ
ĪĪĪĪ2.1 ▄ø╝■Ą─¾wŽĄĮYśŗ
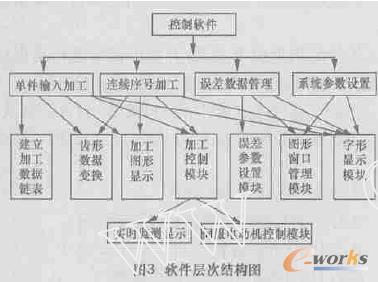
ĪĪĪĪŽĄĮyĄ─▄ø╝■▓╔ė├śŗ╝■╗»Īó─ŻēK╗»Ą─įOėŗĘĮĘ©,░³║¼ūųą╬’@╩Š▄ø╝■śŗ╝■ĪółDą╬┤░┐┌╣▄└Ē▄ø╝■śŗ╝■Īó▓╦å╬╣▄└Ē▄ø╝■śŗ╝■ĪóģóöĄįOų├▄ø╝■śŗ╝■Īó«aŲĘöĄō■╣▄└Ē▄ø╝■śŗ╝■ĪóöĄō■╠Ä└Ē╝░ūāōQ▄ø╝■ĪóŽĄĮy┐žųŲ─ŻēK║═«aŲĘ╝ė╣ż┐žųŲ─ŻēKĪŻų„┐ž▄ø╝■ĮYśŗ╚ńłD3 ╦∙╩ŠĪŻ
ĪĪĪĪ×ķ┴╦ĘĮ▒Ń▀Mąą«aŲĘöĄō■╣▄└Ē,īŻķTįOėŗ┴╦ę╗éĆ«aŲĘöĄō■╣▄└ĒŽĄĮy,═©▀^įōŽĄĮyīŹ¼Fą┬«aŲĘöĄō■ÄņĄ─Į©┴ó,öĄō■ŠÄ▌ŗĪó▓ķįāĪóą▐Ė─║═š{š¹«aŲĘģóöĄĪŻ«aŲĘöĄō■╣▄└Ē▄ø╝■─ŻēKå╬¬Ü▀\ąąĪŻ
ĪĪĪĪ2.2 łDą╬┤░┐┌╣▄└ĒīŹ¼F
ĪĪĪĪš¹éĆ╚╦ÖCĮń├µ╩Ūį┌ÅŚ│÷╩ĮłDą╬┤░┐┌Įń├µŽ┬╣żū„ĪŻę“┤╦,ŽĄĮyīŻķTįOėŗ┴╦ę╗éĆė├ė┌╣▄└ĒłDą╬┤░┐┌Ą─śŗ╝■,▓óČ©┴x┴╦ŽÓĻPī”Ž¾ĪŻī”ė┌ę╗éĆ┤░┐┌,ė╔ė┌ė├ė┌▒Ż┤µŲõ’@╩ŠŠÅ┤µĄ─┤µā”┐šķg┐╔─▄║▄┤¾,ę“┤╦ė├ę╗éĆå╬µ£▒ĒüĒ┤µā”ę╗éĆ┤░┐┌Ą─┤µā”,ę╗éĆ┤¾Ą─┤░┐┌▒╗Ęų×ķČÓéĆūė┤░┐┌,├┐éĆūė┤░┐┌┤µā”į┌ę╗éĆ╣سcųąĪŻ▀@śė,▒ŻūC├┐éĆūė┤░┐┌┤¾ąĪį┌ę╗éĆ▀m«öĄ─│▀┤ńĪŻ«öę╗éĆ┤░┐┌▒╗ßīĘ┼,ätīóŲõš╝ė├Ą─┤µā”┐šķgßīĘ┼ĪŻ
ĪĪĪĪ2.3 ų„┐ž▄ø╝■┼c╝ė╣ż┐žųŲ─ŻēKĄ─Įė┐┌╝╝ąg
ĪĪĪĪī”ė┌ļp╣żū„┼_4 éĆ╦┼Ę■ļŖäėÖCĄ─“īäė║═╝ė╣ż┐žųŲ,ė╔ę╗éĆīŻķTė├ģRŠÄšZčįįOėŗĄ──ŻēKīŹ¼FĪŻįō─ŻēKĖ∙ō■ų„┐ž▄ø╝■╦═üĒĄ─ę╗ĮM┐žųŲöĄō■▀Mąą┐žųŲĪŻįō─ŻēKĖ∙ō■▀@ĮMöĄō■▀Mąą▓Õča▀\╦Ń▓ó“īäėļŖäėÖC▀\äė,īŹ¼FŃŖ²X▓┘ū„ĪŻų„┐ž│╠ą“ųąĄ─öĄō■ūāōQ─ŻēKĖ∙ō■«aŲĘĄ─²Xą╬ģóöĄ,īóŲõ▐DōQ×ķ“īäėļŖäėÖC▀\äėĄ─ę╗ŽĄ┴ąū°ś╦ģóöĄĪŻ▀@ą®ū°ś╦ģóöĄęįŽ┬╩÷Ė±╩Įé„╦═Įo“īäė─ŻēK:(Δx1 ,Δy1 ) , (Δx2 ,Δy2 ) , (Δx3 ,Δy3 ) , ??, (Δx n ,Δyn) , (0 ,0) ĪŻ├┐éĆ╣żū„┼_ėąę╗ĮMģóöĄĪŻ▀@ĮMģóöĄųą,ęčĮøĖ∙ō■įOČ©Ą─š`▓ŅčaāöģóöĄ(ĄČ╝ŌčaāöĪó╬╗ų├š`▓ŅčaāöĄ╚) ėŗ╦ŃĄĮģóöĄųą,ę“┤╦, ╝ė╣ż┐žųŲ─ŻēK▓╗▒žį┘▀Mąąčaāö╠Ä└Ē,ų╗ĒÜ░┤ššĮoČ©Ą─öĄō■▀Mąą┐žųŲĪŻ▀@ĮMöĄō■╩Ū░┤ššļŖäėÖCĄ─▓ĮŠÓ▀Mąąėŗ╦ŃĄ─ĪŻŲõå╬╬╗╩Ū2/ 400mmĪŻ×ķ┴╦╩╣ā╔éĆ╣żū„┼_¬Ü┴ó▀Mąąš`▓Ņčaāö,ĘųäeįOų├┴╦ā╔éĆŠÅø_ģ^,├┐éĆŠÅø_ģ^ī”æ¬ę╗éĆ╣żū„┼_ĪŻ▀@Š═╩╣Ą├├┐éĆ╣żū„┼_░┤ūį╝║Ą─┐žųŲģóöĄ▀Mąą▀\▐DĪŻ▒ŻūC┴╦╣ż╝■Ą─╝ė╣żŠ½Č╚ĪŻ
3 ĮYšZ
ĪĪĪĪė╔ė┌┐žųŲŽĄĮyĄ─▀mĢrąį║═┐╔┐┐ąįę¬Ū¾║▄Ė▀,Č°Ūęę¬Ū¾ŽĄĮy─▄ķLŲ┌ĘĆČ©▀\ąąĪŻČ°Ūę▓╗─▄ūī▓┘ū„ŽĄĮyš╝ė├╠½ČÓŽĄĮy┘Yį┤,ę“┤╦įōŽĄĮyĄ─▄ø╝■╩Ū╗∙ė┌DOS ŲĮ┼_▀Mąąķ_░lĄ─ĪŻįōŽĄĮyęčĮø═Č╚ļ╔·«a▀\ąą,īŹ█`ūC├„Ė„ĒŚąį─▄ųĖś╦Č╝▀_ĄĮ┴╦įOėŗę¬Ū¾,─┐Ū░ęč╠µ┤·┴╦▀M┐┌įOéõ,×ķ╔·«aŲ¾śIĦüĒ┴╝║├Ą─ĮøØ·ą¦ęµĪŻĘŪś╦£╩Ą─ųŪ─▄╗»īŻė├įOéõ┐╔ęį┤¾┤¾╠ßĖ▀īŻśI╔·«aŲ¾śIĄ─ūįäė╗»╦«ŲĮ║═╔·«aą¦┬╩,ę“┤╦,║▄ėą▒žę¬čąųŲĖ„ĘNų¦│ų▀@ĘNŽĄĮyĄ─▄ø╝■śŗ╝■,═©▀^▀@ĘN┐╔ųžė├Ą─▄ø╝■śŗ╝■,╝ė┐ņ▄ø╝■Ą─čąųŲ▀MČ╚,▒ŻūCŽĄĮyĄ─ĘĆČ©ąį║═┐╔┐┐ąįĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌╣żśIPC║═PLC╝╝ągĄ─īŻė├öĄ┐žŽĄĮy