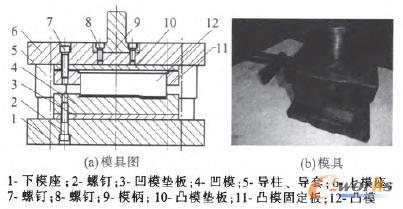
ūį┴”ą═ė|ųĖ╩ŪĖ▀ē║ķ_ĻPūŅ║╦ą─Ą─▓┐╝■ĪŻĖ▀ē║ķ_ĻPĄ─Įė═©║═öÓķ_ę¬ę└┐┐ė|Ņ^/ė|ųĖüĒīŹ¼FŻ¼ĻPµI▓┐╝■Ą─ē█├³øQČ©Ė▀ē║ķ_ĻPĄ─ē█├³Ż¼▀MČ°øQČ©ų°Ė▀ē║▌öūāļŖŠWĄ─░▓╚½▀\ąąĪŻWą╬Įž├µūį┴”ą═ė|ųĖ╩Ūę╗ĘN║±░Õø_ē║│╔ą╬┴Ń╝■Ż¼┴Ń╝■ĮYśŗÅ═ļsŻ¼Š▀ėąā╔é╚ÅØŪ·Īóųą▓┐ē║ĮŅĪó╬▓Č╦ø_┐ū╝░Č╦▓┐ē║ÅØ╠žš„ĪŻ│╔ą╬─ŻŠ▀ŽÓī”Å═ļsŻ¼į┌▒ŻūCė|ųĖĖ„│╔ą╬▓┐╬╗Š½Č╚Ą─Ū░╠ߎ┬Ż¼£p╔┘│╔ą╬╣żą“Ż¼ĮĄĄ═─ŻŠ▀┘Mė├Ż¼╠ßĖ▀╔·«aą¦┬╩╩Ū┤╦ŅÉ┴Ń╝■Ą─ĻPµI│╔ą╬╝╝ągĪŻ▒Š╬─į┌ī”Wą╬Įž├µūį┴”ą═ė|ųĖ│╔ą╬╣ż╦ćĘų╬÷Ą─╗∙ĄA╔Ž┤_┴ó┴╦║Ž└ĒĄ─╣ż╦ćĘĮ░ĖŻ¼═©▀^ėąŽ▐į¬öĄųĄ─ŻöMī”ų„ę¬│╔ą╬╣żą“▀MąąĘų╬÷Ż¼įOėŗ─ŻŠ▀╣żčb▓ó│╔ą╬║ŽĖ±┴Ń╝■ĪŻ
1 Wą╬Įž├µūį┴”ą═ė|ųĖ│╔ą╬╣ż╦ćĘų╬÷
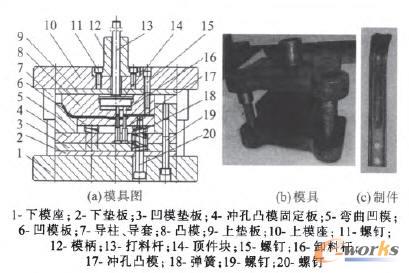
łD1×ķWą╬Įž├µūį┴”ą═ė|ųĖ╩ŠęŌłDĪŻ┴Ń╝■ī┘╝ÜķL╝■Ż¼īÆČ╚×ķ16.8mmŻ¼┴Ž║±3.18mmŻ¼Å─ÖMĮž├µ╔ŽB-B┐╔ęį┐┤│÷ÖMŽ“Įž├µėąā╔éĆÅØŪ·Ż¼ųąķgē║ĮŅŻ¼▓óŪęÅØŪ·░ļÅĮ▌^ąĪŻ¼ŽÓī”║±Č╚▌^┤¾Ż¼░Õ┴Žį┌ÅØŪ·Īóē║ĮŅĢrĢ■░ķļSŠų▓┐▓─┴ŽäĪ┴ę┴„äėŻ¼╚▌ęūę²Ųķ_┴čŻ╗R20mmĄ─ē║ÅØ│╔ą╬ė╔ė┌ÅØŪ·░ļÅĮ▌^┤¾Ż¼│╔ą╬ŽÓī”╚▌ęūĪŻ
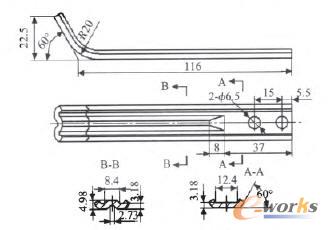
łD1 Wą╬Įž├µūį┴”ą═ė|ųĖ
Ė∙ō■┴Ń╝■═Ōą╬ĮYśŗ╠ž³cŻ¼┐╔┤_Č©ęįŽ┬ÄūĘN│╔ą╬╣ż╦ćĘĮ░ĖŻ║ĘĮ░Ė1Ż║ÅØŪ·Īóē║ĮŅÅ═║Ž+ē║ÅØ+ø_┐ūŻ║ĘĮ░Ė2Ż║ÅØŪ·Īóē║ĮŅĪóø_┐ūÅ═║Ž+ē║ÅØŻ╗ĘĮ░Ė3Ż║ÅØŪ·Īóē║ĮŅÅ═║Ž+ē║ÅØĪóø_┐ūÅ═║ŽŻ╗ĘĮ░Ė4Ż║ÅØŪ·+ē║ĮŅ+ē║ÅØ+ø_┐ūÅ═║ŽĪŻ
Å─│╔ą╬┴Ń╝■ĮŪČ╚┐╝æ]Ż¼ęį╔Ž╦─ĘNĘĮ░ĖŠ∙┐╔ąąŻ¼ĘĮ░Ė4×ķå╬╣żą“─ŻŠ▀Ż¼╔·«aą¦┬╩Ą═Ż¼ļm╚╗─ŻŠ▀ĮYśŗ║åå╬Ż¼Ą½ąĶę¬╦─╠ū─ŻŠ▀Ż¼─ŻŠ▀┘Mė├Ė▀Ż╗ĘĮ░Ė1┼cĘĮ░Ė4ŽÓ▒╚Ż¼╔┘┴╦1Ą└╣żą“Ż¼Ą½┼cĘĮ░Ė2Īó3ŽÓ▒╚Ż¼│╔ą╬╣żą“╚į╚╗▌^ČÓŻ¼╔·«aą¦┬╩Ą═Ż╗ĘĮ░Ė2ųąŻ¼ÅØŪ·Īóē║ĮŅĪóø_┐ūį┌ę╗╠ū─ŻŠ▀╔ŽÅ═║Ž│╔ą╬╦∙ąĶ│╔ą╬ē║┴”▌^┤¾Ż¼ī”įOéõę¬Ū¾▌^Ė▀Ż¼▓╗└¹ė┌ųąąĪą═Ų¾śI╔·«aŻ╗Č°ĘĮ░Ė3▓╔ė├ÅØŪ·Īóē║ĮŅÅ═║ŽŻ¼ē║ÅØĪóø_┐ūÅ═║Žā╔╠ū─ŻŠ▀Ż¼▓╗Ą½╔·«aą¦┬╩’@ų°╠ßĖ▀Ż¼Č°Ūę┐╔īŹ¼FąĪą═įOéõ╝ė╣żŻ¼▀mė┌ųąąĪŲ¾śI«aśI╗»╔·«aĪŻ
ŠC║Žęį╔ŽĘų╬÷Ż¼Wą╬Įž├µūį┴”ą═ė|ųĖ┴Ń╝■Ą─│╔ą╬╣ż╦ć×ķÅØŪ·Īóē║ĮŅÅ═║Ž+ē║ÅØĪóø_┐ūÅ═║ŽŻ¼┤╦ĘĮ░ĖųąÅØŪ·Īóē║ĮŅÅ═║Ž│╔ą╬ĢrWą╬Įž├µģ^ė“Įī┘░l╔·äĪ┴ęūāą╬Ż¼ęūį┌äĪ┴ęūāą╬ģ^░l╔·ŲŲē─Ż╗═¼ĢrŻ¼ė╔ė┌┼„┴Žūāą╬Ż¼ųŲ╝■║±Č╚ūā▒ĪŻ¼įņ│╔ųŲ╝■─│ą®ģ^ė“╬┤┼c─ŻŠ▀│õĘųĮėė|Ż¼ųŲ╝■Š½Č╚▌^▓ŅŻ¼ć└ųžĢrė░Ēæ│╔ŲĘūį┴”ą═ė|ųĖĄ─╩╣ė├ąį─▄ĪŻ×ķ┴╦▀Mę╗▓Į┤_Č©│╔ą╬ģóöĄ╝░│╔ą╬įOéõŻ¼▓╔ė├Deform-3D▄ø╝■ī”ÅØŪ·ē║ĮŅÅ═║Ž│╔ą╬╣żą“▀MąąöĄųĄ─ŻöMĘų╬÷ĪŻē║ÅØĪóø_┐ūÅ═║Ž│╔ą╬ĢrŻ¼ÅØŪ·ūāą╬Įī┘ūāą╬ŽÓī”ŲĮŠÅŻ¼Č°ø_┐ūī┘ė┌Šų▓┐ø_▓├Ż¼įō╣żą“蹊┐Ą─ųž³c╩ŪÅ═║Ž│╔ą╬╚ń║╬īŹ¼FŻ¼╝┤╚ń║╬įOėŗē║ÅØĪóø_┐ūÅ═║Ž│╔ą╬─ŻŠ▀ĪŻ
2 ÅØŪ·Īóē║ĮŅ│╔ą╬ėąŽ▐į¬öĄųĄĘų╬÷
2.1 äōĮ©Äū║╬─Żą═
į┌SolidWorks▄ø╝■ųąäōĮ©ūį┴”ą═ė|ųĖÅØŪ·Īóē║ĮŅÅ═║Ž│╔ą╬─ŻŠ▀║═ųŲ╝■┼„┴Ž─Żą═Ż¼═Ļ│╔čb┼õŻ¼▒Ż┤µ│╔“.STL”Ė±╩Į╬─╝■Ż¼ī¦╚ļĄĮDeform-3D▄ø╝■ĪŻ
2.2 ŠWĖ±äØĘų
Wą╬Įž├µūį┴”ą═ė|ųĖĮž├µą╬ĀŅ▒╚▌^Å═ļsŻ¼┼„┴ŽŽÓī”ūāą╬▌^┤¾Ż¼×ķ╩╣ėŗ╦ŃĮY╣¹▌^║├Ą─┼cīŹļHŪķør╬Ū║ŽŻ¼į┌ėŗ╦ŃĢrķgįS┐╔Ž┬Ż¼╩╣ŠWĖ±▒M┐╔─▄ąĪĪŻ▒Š─Żą═įOų├┼„┴ŽŠWĖ±öĄ×ķ60000éĆĪŻ
2.3 ▓─┴ŽģóöĄįOų├
▒Š╬─╦∙蹊┐Ą─Wą╬Įž├µūį┴”ą═ė|ųĖ╦∙ė├▓─┴Ž×ķCu-Cr║ŽĮŻ¼ė╔ė┌Deform▄ø╝■▓─┴ŽöĄō■Äņ▓╗░³║¼Cu-Cr║ŽĮŻ¼ąĶī¦╚╦║ŽĮąį─▄ģóöĄĪŻīŹļH╔·«aųąūį┴”ą═ė|ųĖ▀xė├Ą─╩ŪĮø╣╠╚▄+└õūāą╬+Ģrą¦║¾Ą─Cu-Cr║ŽĮĦ▓─╝ė╣żČ°│╔Ż¼▒Š╬─ųŲéõ┴╦ŽÓ═¼╠Ä└ĒŚl╝■║¾Ą─└Ł╔ņįćśėŻ¼į┌SHIMADZU(ŹuĮ“)AG-1250KNŠ½├▄╚f─▄įć“×ÖC╔Ž£yįć▓─┴Žæ¬┴”æ¬ūāŪ·ŠĆŻ¼Įø▀^ŠÄ▌ŗī¦╚ļĄĮDeform▄ø╝■ųąĪŻ╚ńłD2╦∙╩ŠĪŻ
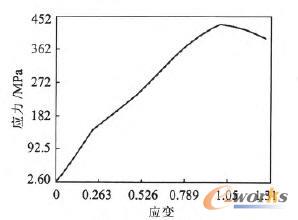
łD2 ▓─┴Žąį─▄ģóöĄ
ūį┴”ą═ė|ųĖWą╬Įž├µ▓┐╬╗ūāą╬▌^äĪ┴ęŻ¼╚▌ęūą╬│╔ŲŲē─ĪŻ×ķ┴╦蹊┐ūį┴”ą═ė|ųĖ│╔ą╬Ģræ¬┴”Īóæ¬ūā╝░ŲŲē─ŪķørŻ¼į┌ūį┴”ą═ė|ųĖ╔Ž▀xō±5éĆ³cŻ¼▀Mąą³cĖ·█ÖĘų╬÷ĪŻłD3╦∙╩Š×ķĖ·█Ö³cĄ─╬╗ų├ĪŻ
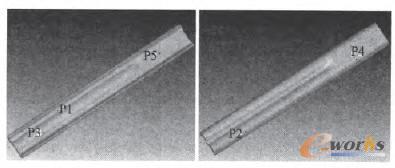
łD3 Ė·█Ö³c╬╗ų├
2.4 ─ŻöMĮY╣¹Ęų╬÷
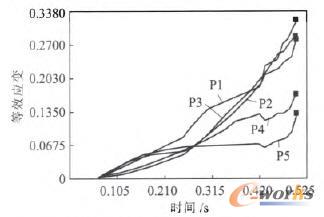
(1)æ¬┴”Īóæ¬ūāĘų╬÷ĪŻłD4╦∙╩Š×ķūį┴”ą═ė|ųĖ│╔ą╬▀^│╠ųąĖ·█Ö³cĄ─æ¬┴”ūā╗»Ū·ŠĆĪŻÅ─łD╔Ž┐╔ęį┐┤│÷Ż¼į┌│╔ą╬▀^│╠ųą╠Äė┌łAĮŪ▓┐╬╗Ą─³cP2Īó3║═P4ų„ę¬╩▄ĄĮ└Łæ¬┴”Ą─ū„ė├Ż¼ŪęP2╩▄ĄĮĄ─└Łæ¬┴”ūŅ┤¾ĪŻP1▓┐╬╗į┌│╔ą╬ķ_╩╝ĢrŠ═┼c─ŻŠ▀Įėė|Ż¼į┌│╔ą╬▀^│╠ųąę╗ų▒╩▄ĄĮ╔Ž─ŻĄ─ē║┴”ū„ė├Ż¼ę“┤╦įō³c╠ÄĄ─æ¬┴”ų„ę¬▒Ē¼F×ķē║æ¬┴”Ż¼Ūęį┌ūāą╬▓╗═¼ļAČ╬│╩¼F│÷▓╗ęÄ┬╔Ą─╔ŽŽ┬▓©äė┌ģä▌ĪŻP5▓┐╬╗į┌│╔ą╬│§╩╝ļAČ╬▓╗┼c─ŻŠ▀Įėė|Ż¼«a╔·ūāą╬▌^ąĪæ¬┴”Äū║§×ķ0Ż╗į┌│╔ą╬ųąŲ┌ļAČ╬╣╠Č©Č╦ŲĮ├µ░l╔·ÅØŪ·ūāą╬Ż¼įō³cė╔ė┌╩▄ĄĮā╚┴”ū„ė├«a╔·└Łæ¬┴”Ż¼į┌▓╗═¼│╔ą╬ļAČ╬└Łæ¬┴”ųĄ│╩¼F│÷╔ŽŽ┬▓©äė┌ģä▌ĪŻūį┴”ą═ė|ųĖ│╔ą╬ĮK┴╦ļAČ╬ė╔ė┌╩▄ĄĮ─ŻŠ▀Ą─ē║┴”ū„ė├Ż¼P1Īó2Īó4║═5Š∙▒Ē¼F×ķē║æ¬┴”ĀŅæBŻ╗Č°P3╠Äæ¬┴”ųĄ┤¾ė┌0Ż¼šf├„įō╠Ä╬┤┼c─ŻŠ▀Įėė|Ż¼ø]ėą╩▄ĄĮ─ŻŠ▀Ą─ē║┴”ū„ė├ĪŻ
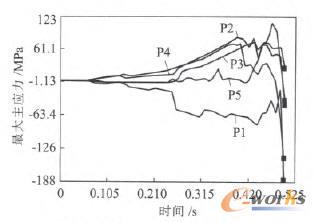
łD4 Ė·█Ö³cĄ─æ¬┴”ūā╗»Ū·ŠĆ
łD5╦∙╩Š×ķūį┴”ą═ė|ųĖ│╔ą╬▀^│╠ųąĖ·█Ö³cĄ─æ¬ūāūā╗»Ū·ŠĆĪŻÅ─łDųą┐╔ęį┐┤│÷Ż¼Ė„³cæ¬ūāŠ∙ļSų°ūāą╬│╠Č╚Ą─į÷╝ėČ°▓╗öÓ╔²Ė▀Ż╗į┌│╔ą╬ĮK┴╦ĢrŻ¼╬╗ė┌WĮž├µ▓┐╬╗Ą─P1Īó2║═P3Ą─æ¬ūāĖ▀ė┌┐┐Į³╣╠Č©Č╦Ą─P4║═P5Ą─æ¬ūāŻ¼šf├„WĮž├µ▓┐╬╗Ą─ūāą╬▌^×ķäĪ┴ęŻ╗═¼Ģr╠Äė┌WĮž├µłAĮŪ▓┐╬╗Ą─P2║═P3Ą─æ¬ūāĖ▀ė┌P1æ¬ūāŻ¼šf├„WĮž├µģ^ė“łAĮŪ▓┐╬╗╩Ūūāą╬ūŅäĪ┴ęĄ─▓┐╬╗ĪŻ
łD5 Ė·█Ö³cĄ─æ¬ūāūā╗»Ū·ŠĆ
(2)╔ŽĪóŽ┬─ŻŠ▀┼c┴Ń╝■Įėė|ŪķørĘų╬÷ĪŻūį┴”ą═ė|ųĖĄ─Įėė|├µ╩ŪŲĮ├µŻ¼ė|Ņ^Ą─Įėė|├µ╩ŪłAų∙├µŻ¼ė|ųĖ┼cė|Ņ^ų«ķgĄ─Įėė|╩ŪŠĆĮėė|ĪŻ«öūį┴”ą═ė|ųĖ╝ė╣żŠ½Č╚▌^Ą═ĢrŻ¼Įėė|ŲĮ├µŠ═ļyęį▒ŻūCŻ¼įŁüĒĄ─Įėė|ŲĮ├µŠ═┐╔─▄ą╬│╔Ū·├µŻ¼▀@Ģrė|ųĖ┼cė|Ņ^ų«ķgĄ─Įėė|ūā×ķ³cĮėė|╗“▓╗Įėė|Ż©╚ńłD6╦∙╩ŠŻ®Ż¼ć└ųžė░Ēæūį┴”ą═ė|ųĖĄ─═©┴„─▄┴”ĪŻę“┤╦Ż¼ø_ē║│╔ą╬ĢrŻ¼æ¬▒ŻūCūį┴”ą═ė|ųĖŠ▀ėą▌^Ė▀Ą─│▀┤ńŠ½Č╚Ż¼ęįØMūŃŲõ╩╣ė├╣żørę¬Ū¾ĪŻ
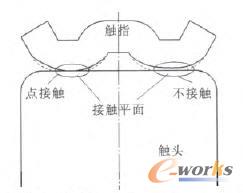
łD6 ╝ė╣żŠ½Č╚▌^Ą═Ą─ūį┴”ą═ė|ųĖ┼cė|Ņ^čb┼õ╩ŠęŌłD
▒Š╬─═©▀^Ęų╬÷ūį┴”ą═ė|ųĖ│╔ą╬┴Ń╝■┼c─ŻŠ▀Ą─Įėė|ŪķørŻ¼«ö┴Ń╝■┼c─ŻŠ▀│õĘųĮėė|ĢrŻ¼Š═┐╔ęį▒ŻūCūį┴”ą═ė|ųĖĄ─Įėė|ŲĮ├µŠ½Č╚Ż║«ö┴Ń╝■┼c─ŻŠ▀Įėė|▓╗│õĘųĢrŻ¼Š═┐╔─▄ą╬│╔Įėė|Ū·├µĪŻłD7(a)×ķ─ŻŠ▀š²ĪóĘ┤├µĘųäe┼c╔ŽĪóŽ┬─ŻŠ▀Įėė|ŪķørĪŻÅ─łD┐╔ęį┐┤│÷Ż¼─ŻŠ▀łAĮŪ░ļÅĮ×ķ2.32mmĢrWą╬Įž├µģ^ė“Ą─▀^Č╔łAĮŪ╠ÄŻ¼┴Ń╝■┼c─ŻŠ▀╬┤│õĘųĮėė|Ż¼Ųõ╦¹ģ^ė“│õĘųĮėė|ĪŻę“┤╦Ż¼ąĶę¬ī”│╔ą╬─ŻŠ▀▀MąąģóöĄą▐š²ĪŻłD7(b)×ķłAĮŪ░ļÅĮ2.7mmĢrė|ųĖ┴Ń╝■┼c─ŻŠ▀Įėė|ŪķørĪŻÅ─łD┐╔ęį┐┤│÷Ż¼«öłAĮŪ░ļÅĮ×ķ2.7mmĢrŻ¼┴Ń╝■š²ĪóĘ┤├µŠ∙┼c─ŻŠ▀│õĘųĮėė|Ż¼┴Ń╝■│▀┤ńŠ½Č╚Ą├ĄĮ▒ŻūCĪŻ
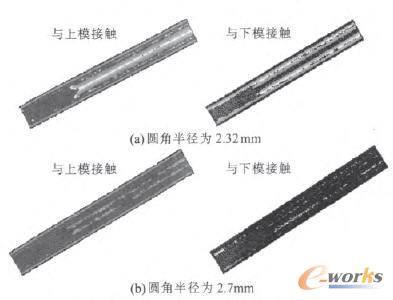
łD7 ┴Ń╝■┼c─ŻŠ▀ų«ķgĄ─Įėė|³cĘų╬÷
3 │╔ą╬─ŻŠ▀įOėŗ
Ė∙ō■ūį┴”ą═ė|ųĖ│╔ą╬╣ż╦ćŻ¼ąĶįOėŗ2╠ū│╔ą╬─ŻŠ▀Ż¼╝┤ÅØŪ·Īóē║ĮŅÅ═║Ž─Ż║═ē║ÅØĪóø_┐ūÅ═║Ž─ŻĪŻÅØŪ·Īóē║ĮŅÅ═║Ž─Ż╦∙ąĶ─ŻŠ▀ąą│╠▌^Č╠Ż¼─ŻŠ▀▓╔ė├░Õ╩ĮĮYśŗŻ¼▓╗įOėŗąČ┴Žčbų├Ż¼┴Ń╝■│╔ą╬║¾Ż¼┐╔╩╣ė├╩ųäė╣żŠ▀īóŲõ╚Ī│÷ĪŻ×ķ┴╦╠ßĖ▀┴Ń╝■┘|┴┐Ż¼įOėŗ┴╦ī¦ų∙ī¦╠ūĪŻÅØŪ·ē║ĮŅÅ═║Ž─Ż─ŻŠ▀ĮYśŗ╚ńłD8╦∙╩ŠĪŻ
łD8 ÅØŪ·ē║ĮŅÅ═║Ž─Ż
ē║ÅØĪóø_┐ūÅ═║Ž─Ż▓╔ė├š²čb╩ĮįOėŗŻ¼═╣░╝─Żį┌╔Ž─ŻŻ¼ÅØŪ·░╝─Ż║═ø_┐ū═╣─Żį┌Ž┬─ŻĪŻ╣żū„Ģr╔Ž─ŻŽ┬ąąŻ¼═╣░╝─Ż┼cĮM║Ž░╝─Ż▀Mąąē║ÅØŻ¼ĮėĮ³ÅØŪ·ĮK┴╦ĢrŻ¼ø_┐ū═╣─Ż┼c═╣░╝─Żā╚┐ū▀Mąąø_┐ūŻ¼ø_┐ūÅU┴Ž┐©į┌═╣░╝─Ż─Ż┐ūā╚Ż¼┐©į┌ÅØŪ·░╝─ŻųąĄ─┴Ń╝■ė╔Ēö╝■čbų├Å─░╝─ŻųąĒö│÷Ż║┐©į┌═╣░╝─ŻųąĄ─ø_┐ūÅU┴Žė╔═Ų╝■čbų├═Ų│÷ĪŻ├┐ø_▓├ę╗┤╬Ż¼ø_┐ūÅU┴Ž▒╗═ŲŽ┬ę╗┤╬ĪŻ
═╣░╝─Ż─Ż┐ūā╚▓╗Ęe┤µÅU┴ŽŻ¼├ø┴”ąĪŻ¼▓╗ęūŲŲ┴čĪŻ┐╔ęį┐┤│÷Ż¼š²čb╩ĮÅ═║Ž─Ż╣żū„ĢrŻ¼░Õ┴Ž╩Ūį┌ē║ŠoĄ─ĀŅæBŽ┬ĘųļxŻ¼ę“┤╦ø_│÷Ą─┴Ń╝■ŲĮų▒Č╚▌^Ė▀ĪŻē║ÅØĪóø_┐ūÅ═║Ž─Ż─ŻŠ▀ĮYśŗ╝░ųŲ╝■╚ńłD9╦∙╩ŠĪŻ
łD9 ÅØŪ·ø_┐ūÅ═║Ž─Ż╝░ųŲ╝■
4 ĮYšō
▒Š╬─ī”ūį┴”ą═ė|ųĖ▀Mąą╣ż╦ćĘų╬÷╝░ėąŽ▐į¬öĄųĄ─ŻöMŻ¼ųž³c─ŻöMĘų╬÷┴╦┴Ń╝■į┌ÅØŪ·ē║ĮŅ│╔ą╬╣żą“ųą┼„┴ŽĄ─æ¬┴”æ¬ūā╠ž³cŻ¼╔ŽŽ┬─Ż┼c┼„┴ŽĄ─Įėė|ŪķørŻ¼×ķĖ─▀M─ŻŠ▀ĮYśŗŻ¼╠ßĖ▀ųŲ╝■Š½Č╚║═╠ßĖ▀─ŻŠ▀ē█├³╠ß╣®ę└ō■Ż╗įOėŗ┴╦ā╔╠ū│╔ą╬─ŻŠ▀Ż¼ūŅĮK│╔ą╬│÷║ŽĖ±ųŲ╝■ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║Wą╬Įž├µūį┴”ą═ė|ųĖ│╔ą╬─ŻöM╝░─ŻŠ▀įOėŗ