1 ę²čį
ė╔ė┌╦▄┴ŽųŲŲĘĄ─ČÓśėąįĪóÅ═ļsąį╝░įOėŗš▀Įø“ץ─ŠųŽ▐ąįŻ¼║▄ļyŠ½┤_ĄžįOėŗ│÷ę╗╠ū┐╔ĮĄĄ═│╔▒ŠĪó╣Ø╩ĪĢrķgĪó╠ßĖ▀╦▄╝■┘|┴┐╝░▒ŻūC│╔ŲĘ║ŽĖ±┬╩Ą─│╔ą═╣ż╦ćĘĮ░ĖĪŻé„ĮyĄ─╦▄╝■ķ_░l╝░Ųõ│╔ą═─ŻŠ▀Ą─įOėŗę└┐┐įOėŗ╚╦åTĄ─Įø“×▀MąąŻ¼Å─įOėŗĄĮą▐Ė─į┘ĄĮįOėŗŻ¼ąĶę¬Ę┤Å═Ą³┤·Ż¼▓╗öÓā×╗»ĪŻ╚¶į┌─ŻŠ▀įOėŗ▀^│╠ųą▀\ė├CAE╝╝ągŻ¼═©▀^─ŻöM╦▄╝■Ą─│╔ą═▀^│╠─▄ē“▌oų·įOėŗ╚╦åTįOėŗ│÷Š½┤_ĪóĖ▀ą¦Ą──ŻŠ▀Ż¼Å─Č°▀_ĄĮ╠ßĖ▀─ŻŠ▀įOėŗ┘|┴┐ĪóĮĄĄ═─ŻŠ▀│╔▒ŠĪó┐sČ╠─ŻŠ▀Į╗ĖČ╣żŲ┌Ą──┐Ą─Ż¼╣Ø╝s┴╦Ģrķg║═│╔▒ŠĪŻ¼Fęį╝āŲĮ’@╩ŠŲ„├µ░Õūó╔õ─Ż×ķ└²Ż¼ĮķĮBCAE╝╝ągį┌─ŻŠ▀įOėŗųąĄ─æ¬ė├ĪŻ
2 ╦▄╝■Ęų╬÷
łD1╦∙╩Š╝āŲĮ’@╩ŠŲ„├µ░Õ┐╔Ęų×ķ├µ░Õ(425mm*390mm*25mm)║═Ąūū∙(290mm*200mm*20mm)ā╔▓┐ĘųŻ¼═Ōė^┘|┴┐ę¬Ū¾▒Ē├µ╣Ō╗¼Ż¼╣ŌØ╔║├Ż¼¤o├„’@Ą─│╔ą═║██E║═╚▒Ž▌Ż©╚ń’w▀ģĪó┐s║█Ż®Ż¼Č°Ąūū∙╝░ā╚▒Ē├µū„×ķ▓╗┐╔ęŖ▓┐ĘųŻ¼ī”┘|┴┐ę¬Ū¾ø]ėą═Ōė^┐╔ęŖ▓┐ĘųĖ▀ĪŻ╦▄╝■ą╬ĀŅÅ═ļsŻ¼ėą║▄ČÓ┐ū║═╝ėÅŖĮŅŻ¼╚▌ęū│÷¼F╚█Įė║█ĪóÜŌč©ęį╝░└õģs▓╗Š∙ī¦ų┬Ą─┬NŪ·ūāą╬Ą╚╚▒Ž▌ĪŻš²┤_įOėŗØ▓ūóŽĄĮyĪó└õģsŽĄĮy╩Ūįō─ŻŠ▀įOėŗĄ─ļy³cĪŻ
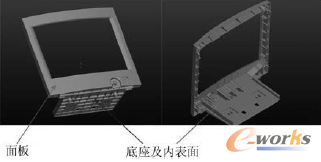
łD1 ╝āŲĮ’@╩ŠŲ„├µ░Õ
3 CAEĘų╬÷
3.1Ęų╬÷Ū░╠Ä└Ē
īó╦▄╝■─Żą══©▀^MDLī¦╚ļĄĮMPI─ŻēKųąĪŻ╝āŲĮ’@╩ŠŲ„├µ░Õī┘▒Ī▒┌╝■Ż¼į┌ī¦╚ļ─Żą═Ģr▓╔ė├FusionŠWĖ±ī”─Żą═▀MąąŠWĖ±äØĘųĪŻ×ķ┴╦▒ŻūCĘų╬÷ĮY╣¹▒M┴┐£╩┤_Ż¼ąĶī”╦∙Ą├ŠWĖ±▀Mąąą▐Ė─Īóā×╗»ĪŻŠWĖ±Įyėŗą┼Žó×ķŻ║╚²ĮŪą╬å╬į¬öĄ92737Ż¼ūŅ┤¾┐vÖM▒╚9.99Ż¼ŲĮŠ∙┐vÖM▒╚2.24Ż¼Ųź┼õ┬╩×ķ90.6%ĪŻ
╦▄╝■▓─┴Ž▀xė├Š█▒Įęꎮ(HIPS)Ż¼│╔ą═╣ż╦ćģóöĄ×ķŻ║╚█¾w£žČ╚220ĪµŻ¼─ŻŠ▀▒Ē├µ£žČ╚50ĪµŻ¼ŲõėÓ▓╔ė├─¼šJųĄĪŻ
3.2╠Ņ│õĘų╬÷
×ķ┴╦▓╗ė░Ēæ╦▄╝■═Ōė^┘|┴┐Ż¼▓╔ė├ØōĘ³╩Į³cØ▓┐┌(Ø▓┐┌ų▒ÅĮφ2mmŻ¼Ęų┴„Ą└ų▒ÅĮφ8mm)▀M┴ŽĪŻė╔ė┌╦▄╝■¾wĘe▌^┤¾Ż¼ąĶ╠Ņ│õ╚█¾w▌^ČÓŻ¼įOėŗ3Ø▓┐┌Īó4Ø▓┐┌Īó5Ø▓┐┌3ĘNĘĮ░ĖŻ¼Å─ųą▀xō±ūŅā×ĘĮ░ĖĪŻ3ĘNØ▓ūóĘĮ░Ė╚ńłD2╦∙╩ŠĪŻ
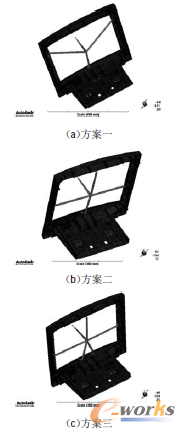
łD2 Ø▓ūóĘĮ░Ė
3.2.1╠Ņ│õĢrķg
Ęų╬÷3ĘNĘĮ░ĖĄ─╠Ņ│õĢrķgŻ¼Å─łD3┐╔ęį┐┤│÷Ż¼╚█¾wĄĮ▀_ą═Ū╗Ė„╠Ä─®Č╦Ą─ĢrķgĘĮ░Ėę╗ūŅĮėĮ³Ż¼╝┤╠Ņ│õŽÓī”ūŅŲĮ║ŌĪŻ

łD3 ╠Ņ│õĢrķg
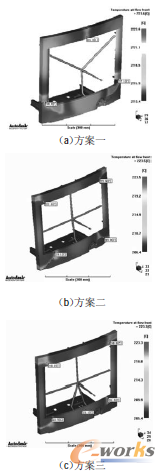
3.2.2╚█¾wŪ░čž£žČ╚
3ĘNĘĮ░ĖĄ─╚█¾wŪ░čž£žČ╚╚ńłD4╦∙╩ŠŻ¼Ū░čž£ž▓ŅĘųäe×ķ10.2Īó17.1Īó17.9ĪµŻ¼Ū░čž£ž▓Ņ▌^Ą═Ą─ī”╠Ņ│õūŅėą└¹Ż¼╣╩ĘĮ░Ėę╗▌^ā×ĪŻ

łD4 ╚█¾wŪ░čž£žČ╚Ęų▓╝
3.2.3V/P▐DōQ³cē║┴”Ęų▓╝
łD5╦∙╩Š╩Ū3ĘNĘĮ░ĖĄ─V/PŻ©ūó╔õ╦┘Č╚/▒Żē║ē║┴”Ż®▐DōQ³cē║┴”Ęų▓╝ĀŅæBłDŻ¼V/P▐DōQ³cē║┴”Ęųäe×ķ74.67Īó67.51Īó80.37MPaŻ¼Č╝▓╗╠½Ė▀ĪŻĘĮ░Ėę╗ē║┴”Ęų▓╝Š∙ä“Ż¼╚█¾w┴„äė╗∙▒ŠŲĮ║ŌŻ╗ĘĮ░ĖČ■Ąūū∙┤¾▓┐Ęųģ^ė“ē║┴”▌^Ą═Ż¼┐╔─▄įņ│╔▒Żē║▓╗ūŃČ°╩š┐s┬╩▀^┤¾Ż╗ĘĮ░Ė╚²ē║┴”Ęų▓╝Ųš▒ķ▌^Ė▀Ż¼Ąū▓┐Ø▓┐┌ĖĮĮ³ūŅĖ▀Ż¼┐╔─▄įņ│╔▀^▒Żē║Ż¼│÷¼F’w▀ģĪŻŠC║Ž▒╚▌^Ż¼ĘĮ░Ėę╗ūŅ║Ž└ĒĪŻ
łD5 VIP▐DōQ³cē║┴”Ęų▓╝
3.2.4╚█Įė║█Ęų▓╝
łD6╦∙╩Š×ķ3ĘNĘĮ░ĖĄ─╚█Įė║█Ęų▓╝Ż¼ĘĮ░Ėę╗ų╗ėą3Ślų„╚█Įė║█Ż¼╦∙╠Ä╬╗ų├ī”╦▄╝■ąį─▄ė░Ēæ▓╗┤¾Ż╗ĘĮ░ĖČ■ėą4Ślų„╚█Įė║█Ż¼Š∙╠Äė┌╦▄╝■╦─ĮŪī”ĮŪŠĆ╔ŽŻ¼ī”╦▄╝■┴”īWąį─▄ė░Ēæ▌^┤¾Ż¼Ąū▓┐ā╔ĮŪ╠Ä╚█Įė║█╠žäeķLŻ¼ć└ųžė░Ēæ╦▄╝■│ą┴”─▄┴”Ż╗ĘĮ░Ė╚²ėą5Śl╚█Įė║█Ż¼4Śl╦∙╠Ä╬╗ų├═¼ĘĮ░ĖČ■ę╗ų┬ĪŻĘų╬÷╚█Įė║█╠Ä╚█¾wŪ░čž£žČ╚Ż¼ĘĮ░Ėę╗╔įĄ═Ż¼ų╗▒╚╚█¾w£žČ╚(220Īµ)Ą═2~3ĪµŻ¼╚█Įė║█╠Ä╚█¾w£žČ╚┐╔ęį▒ŻūCĪŻŠC║Ž┐╝æ]Ż¼ĘĮ░Ėę╗▌^╝čĪŻ
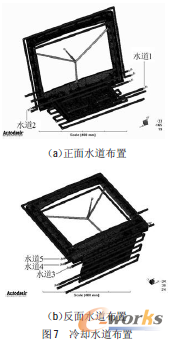
łD6 ╚█Įė║█Ęų▓╝
═©▀^ęį╔ŽĘų╬÷ĮY╣¹┐╔ų¬Ż¼ĘĮ░Ėę╗×ķūŅā×ĘĮ░ĖŻ¼ę“┤╦ęįĘĮ░Ėę╗ī”╦▄╝■▀Mąą┬NŪ·ūāą╬Ęų╬÷ĪŻ
3.3└õģsĪó┴„äėĪó┬NŪ·ūāą╬Ęų╬÷
Ęų╬÷╦▄╝■▀_ĄĮĒö│÷£žČ╚ĢrŻ©╬┤äōĮ©└õģs╦«Ą└Ż®╦∙ė├ĢrķgŻ¼╦▄╝■Ąūū∙Ģrķg▌^ķLŻ¼įŁę“╩ŪĄūū∙║±Č╚▌^├µ░Õ┤¾Ż¼ę“┤╦Ąūū∙ąĶ╝ėÅŖ└õģsĪŻ┐╝æ]─ŻŠ▀ĮYśŗĪó└õģs╦«Ą└▓╝ų├╝░╦▄╝■└õģsę¬Ū¾Ż¼▓╔ė├5ĮM└õģs╦«Ą└ĪŻĘųäe▓╝ų├ė┌Ąūū∙╔ŽĪóŽ┬├µĪó├µ░Õ╔ŽĪóŽ┬├µĪó├µ░Õ╦─ų▄Ż¼╦«Ą└▓╝ų├╚ńłD7╦∙╩ŠĪŻ╗∙▒ŠģóöĄ═¼╠Ņ│õĘų╬÷ę╗ų┬Ż¼ūó╔õ+▒Żē║+└õģsĢrķgįO×ķ30sŻ¼Ųõ╦¹ģóöĄ▓╔ė├─¼šJįOų├ĪŻ
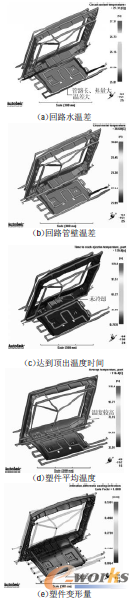
łD7 └õģs╦«Ą└▓╝ų├
└õģsĘų╬÷ĮY╣¹ų„ę¬Å─╗ž┬Ę╦«£žūā╗»Īó╗ž┬Ę╣▄▒┌£žČ╚Īó╦▄╝■ĄĮ▀_Ēö│÷£žČ╚ĢrķgĪóŲĮŠ∙╦▄╝■£žČ╚Īó└õģs▓╗Š∙Ą╚ę²ŲĄ─┬NŪ·ūāą╬ÄūéĆĘĮ├µėæšōĪŻłD8(a)╦∙╩Š╗ž┬Ę╦«£ž▓Ņ2.3ĪµŻ¼╦«£žūŅĖ▀╠Äė┌Ąūū∙└õģs╦«Ą└1Ż©ęŖłD7Ż®Ż¼įŁę“×ķįō╦«Ą└┬ĘÅĮ▌^ķLŻ¼Ąūū∙¤ß┴┐┤¾Ż╗łD8(b)×ķ╗ž┬Ę╣▄▒┌£žČ╚Ż¼£ž▓Ņ4.61ĪµŻ¼╠Äė┌5Īµęįā╚Ż¼▌^║Ž└ĒĪŻė╔łD8(c)┐╔ų¬Ż¼╦▄╝■▀_ĄĮĒö│÷£žČ╚Ģrķg▌^ķLŻ¼▀_129.8sŻ¼Č°Ąūū∙╔Ž▓┐╚į╠Äė┌╬┤└õģsĀŅæBŻ¼įŁę“×ķ╦«Ą└įOėŗ▓╗║Ž└ĒŻ¼▓╗─▄īŹ¼F┐ņ╦┘└õģsĪŻĘų╬÷╦▄╝■ŲĮŠ∙£žČ╚╚ńłD8(d)╦∙╩ŠŻ¼═¼śė╩ŪĄūū∙╔Ž▓┐ģ^ė“▌^Ė▀Ż¼įŁę“═¼śė╩Ū└õģs╦«Ą└įOėŗ▓╗║Ž└ĒĪŻė╔łD8(e)┐╔ų¬Ż¼╦▄╝■└õģs▓╗Š∙ę²ŲĄ─ūāą╬┴┐×ķ0.0064—0.5391mmŻ¼Č°Ąūū∙╬▓▓┐ūāą╬┴┐▀_ĄĮūŅ┤¾Ż¼īóĢ■įņ│╔╦▄╝■Ž“ā╚╩š┐sČ°ę²Ų┬NŪ·ūāą╬ĪŻ
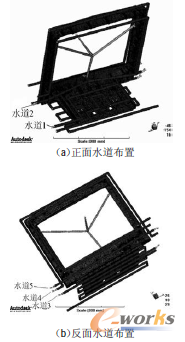
łD8 └õģsĘų╬÷
ŠC║Žęį╔ŽĘų╬÷Ż¼įō╦«┬ĘįOų├▓╗║Ž└ĒŻ¼Ąūū∙╔Ž▓┐╦«Ą└2ļx╦▄╝■ŠÓļx▀hŻ¼Č°įōģ^ė“ŪĪ║├╠Äė┌Ø▓┐┌ĖĮĮ³Ż¼Ūę┤µį┌▒┌║±▌^┤¾▓┐ĘųŻ¼ęį╔ŽĮY╣¹Š∙ūCīŹįō╠Ä┤µį┌└õģså¢Ņ}Ż╗ī”ė┌Ąūū∙╬▓▓┐┬NŪ·ūāą╬ć└ųžę▓╩Ūė╔ė┌╦«Ą└1įOų├▓╗║Ž└Ēįņ│╔Ą─ĪŻ
╗∙ė┌╔Ž╩÷╦«Ą└įOėŗ╚▒Ž▌Ż¼ųžą┬įOėŗ└õģs╦«Ą└1Īó2ĪŻ╦«Ą└1▀M│÷╦«ĘĮŽ“įOų├ė┌Ąūū∙┴Ēę╗▀ģŻ╗╦«Ą└2Ąūū∙╔Ž▓┐▓╔ė├ĘŁ╦«┐ūŻ¼┐sČ╠╦«┬Ęų┴╦▄╝■▒Ē├µŠÓļxŻ¼└õģsĄ─Ø▓┐┌╬╗ų├ŠÓļx╦«Ą└▀_ĄĮūŅČ╠Ż¼Ė─▀MĄ─└õģs╦«Ą└╚ńłD9╦∙╩ŠĪŻ
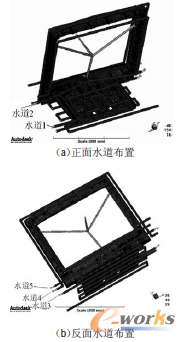
łD9 Ė─▀MĄ─└õģs╦«Ą└
ī”▒╚Ė─▀MĄ─└õģs╦«Ą└Ū░5ĮMöĄō■Ż¼╗ž┬Ę╦«£ž▓ŅĮĄĄ═ų┴1.54ĪµŻ╗╣▄▒┌£žČ╚▓Ņ═¼śėėą╦∙ĮĄĄ═Ż╗╦▄╝■▀_ĄĮĒö│÷£žČ╚Ģrķg┤¾Ę∙Č╚ĮĄĄ═Ż¼×ķ78sŻ¼ī”ė┌įōŅÉ┤¾ą═╦▄╝■Ż¼└õģsĢrķg┐╔ęįĮė╩▄Ż╗╦▄╝■ŲĮŠ∙£žČ╚Ęų▓╝▌^Š∙ä“Ż╗└õģs▓╗Š∙ę²ŲĄ─┬NŪ·ūāą╬┴┐×ķ0.0025-0.2596mmŻ¼ūŅ┤¾ųĄ£p░ļĪŻŠC║Ž┐╝æ]Ż¼ā×╗»║¾╦«Ą└▓╝ų├║Ž└ĒĪŻ
4 ─ŻŠ▀įOėŗ
└¹ė├Pro/E▄ø╝■▓óŠC║Ž┴╦MoldflowĘų╬÷ĮY╣¹Ż¼═Ļ│╔┴╦─ŻŠ▀įOėŗŻ¼─ŻŠ▀ĮYśŗ╚ńłD10╦∙╩ŠĪŻ╦▄╝■ā╚═ŌĮįąĶé╚│ķąŠŻ¼═Ōé╚ų▒Įė▓╔ė├Ųš═©ą▒ī¦ų∙│ķąŠŻ¼ą▒ī¦ų∙╣╠Č©ė┌Č©─Żé╚Ż¼╗¼ēK╝░ī¦╗¼▓█░▓čbė┌äė─ŻĪŻ┐╝æ]é╚╗¼ēK│╔ą═├µĘe┤¾Ż¼│ą╩▄╚█¾wē║┴”┤¾Ż¼╠žįOų├ļpą©ŠoēKŻ¼Ę└ų╣µiŠo┴”▓╗ūŃČ°ęń┴ŽĪŻā╚é╚╗¼ēK▓╔ė├é„Įy▓╝ų├ĘĮ╩ĮĢ■ī¦ų┬¤oĘ©īŹ¼F│ķąŠ╗“╔·«a╦▄╝■Ģr▓┘ū„▓╗▒ŃĄ╚å¢Ņ}Ż¼ę“┤╦▓╔ė├ą▒ī¦ų∙Īó╗¼ēKŠ∙▓╝ų├ė┌äė─Żé╚ĪŻķ_─ŻĢrŻ¼į┌ÅŚ╗╔ū„ė├Ž┬Č©ŠÓĘųą═├µ┤“ķ_Ż¼Č©ŠÓ└ŁŚU┐žųŲĘųą═ŠÓļx═Ļ│╔ā╚│ķąŠŻ╗ŠoĮėų°ų„Ęųą═├µ┤“ķ_ĪŻį┌äė─Ż║¾═╦Ą─▀^│╠ųąŻ¼ķ_─Ż┴”═©▀^ą▒ī¦ų∙ū„ė├ė┌é╚ą═ąŠ╗¼ēKŻ¼é╚ą═ąŠ╗¼ēKļSäė─Ż║¾═╦▓óį┌ī¦╗¼▓█ā╚Ž“═Ō╗¼äėŻ¼ų▒ų┴╗¼ēK┼c╦▄╝■═Ļ╚½├ōķ_Ż¼é╚│ķąŠäėū„═Ļ│╔ĪŻ╦▄╝■░³į┌ą═ąŠ╔Ž└^└m║¾ęŲŻ¼ų▒ų┴ūó╦▄ÖCĒöŚU┼c─ŻŠ▀═Ų░ÕĮėė|Ż¼═Ų│÷ÖCśŗķ_╩╝╣żū„Ż¼═ŲŚUīó╦▄╝■Å─ą═ąŠ╔Ž═Ų│÷ĪŻ║Ž─ŻĢrŻ¼ĮĶų·ÅŚ╗╔╩╣═Ų│÷ÖCśŗŽ╚Å═╬╗Ż¼ą▒ī¦ų∙╩╣ą═ąŠ╗¼ēKŽ“ā╚ęŲäėŻ¼ūŅ║¾═Ļ│╔║Ž─ŻĪŻ
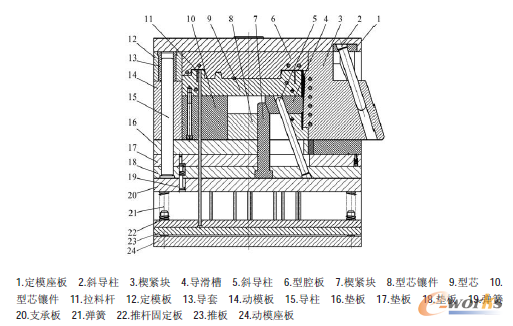
łD10 ─ŻŠ▀ĮYśŗ
5 ĮY╩°šZ
CAE▄ø╝■æ¬ė├ė┌╦▄╝■Ą─ķ_░l║═ūó╔õ─ŻĄ─ā×╗»įOėŗųą▓╗āH┐sČ╠┴╦╦▄╝■Ą─ķ_░lų▄Ų┌Ż¼Č°Ūę╠ßĖ▀┴╦─ŻŠ▀įOėŗĄ─ą¦┬╩ĪŻį┌╝āŲĮ’@╩ŠŲ„├µ░ÕĄ──ŻŠ▀įOėŗųąŻ¼īóPro/EųąĄ─ūó╔õ─ŻįOėŗ─ŻēK║═MoldflowĄ─CAEĘų╬÷╣”─▄ŠC║Ž╩╣ė├Ż¼▒▄├Ō┴╦─ŻŠ▀įOėŗ═Ļ│╔║¾Ę┤Å═įć─Ż║═ą▐─ŻĄ─▀^│╠Ż¼╠ßĖ▀┴╦─ŻŠ▀Ą─ķ_░lą¦┬╩Ż¼ĮĄĄ═┴╦─ŻŠ▀ųŲįņ│╔▒ŠĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌CAEĄ─╝āŲĮ’@╩ŠŲ„├µ░Õūó╔õ─ŻįOėŗ
▒Š╬─ŠWųĘŻ║http://m.vmgcyvh.cn/html/solutions/14019315330.html