’wÖCŌkĮ┴Ń╝■ė╔ė┌Ųõ│╔ą═╣ż╦ćĄ─Å═ļsąįŻ¼ųŲįņ▀^│╠ģR╝»┴╦įSČÓĘNæ¬ė├┐ŲīWĪŻļSų°öĄūų╗»Ų¾śIĮ©įOĄ─╔Ņ╚ļ═Ų▀MŻ¼öĄūų╗»ųŲįņ╝╝ągš²ų▓Į░lš╣│╔×ķŲ¾śIĄ─║╦ą─╝╝ągŻ¼ī”ė┌’wÖCŌkĮ╝■Ą─Öz£y╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾Ż¼╩╣ŌkĮ┴Ń╝■Ą─öĄūų╗»Öz£y│╔×ķę╗éĆŠC║Žąį║▄ÅŖĄ─īŻśI╝╝ągŅIė“ĪŻ
蹊┐¼FĀŅ
é„ĮyĄ─ŌkĮÖz£y╝╝ąg╩Ū═©▀^─ŻŠĆĪóśė░ÕĄ╚─ŻöM┴┐Ą─ą╬╩ĮīóįOėŗ│▀┤ńą┼Žóé„▀fĄĮ╣ż╦ćčbéõ╝░«aŲĘ┴Ń╝■╔ŽĪŻļSų°öĄūų╗»╝╝ągĄ─æ¬ė├Ż¼║Į┐š«aŲĘÅ─įOėŗĪó╣ż╦ćķ_╩╝Ż¼ųØuīó─ŻöM┴┐▐DōQ×ķöĄūų┴┐Ą─é„▀fŻ¼═©▀^öĄūų╗»Ą─£y┴┐įOéõīóīŹ£yöĄō■┼c└Ēšō╚²ŠSīŹ¾w─Żą═▀Mąą▒╚ī”Ęų╬÷Ż¼┴┐ųĄé„▀fĄ─Š½Č╚Ė▀Ż¼Öz£y╣żū„Ė▀ą¦Ż¼ė╔ė┌£p╔┘┴╦┤¾┴┐Ą─╣żčbĪóśė░ÕŻ¼ųŲįņ│╔▒ŠĄ├ĄĮ┤¾Ę∙ĮĄĄ═ĪŻ
║Į┐šŌkĮ┴Ń╝■Ą─öĄūų╗»įOėŗĪóųŲįņŻ¼×ķŌkĮöĄūų╗»Öz£y╝╝ągĦüĒ┴╦Š▐┤¾Ą─╝╝ąg░lš╣┐šķgŻ¼ų╗ėąöĄūų╗»Ą─Öz£y╝╝ąg▓┼─▄šµš²ģfų·ŌkĮöĄūų╗»ųŲįņŽ“│╔╩ņ░lš╣ĪŻ
öĄūų╗»š¹¾wĮŌøQĘĮ░Ė
×ķ┴╦╠ß╔²Öz£yą¦┬╩ĪóĮĄĄ═Öz£y│╔▒ŠŻ¼Ė∙ō■▓╗═¼£y┴┐įOéõĄ─ėąą¦£y┴┐ĘČć·║═Š½Č╚Ż¼║Ž└ĒĄžīó£y┴┐įOéõĘų┼õĄĮ▓╗═¼Ą─£y┴┐╚╬äšųąŻ©ęŖłD1Ż®ĪŻ4męįŽ┬Ą─ųąąĪ│▀┤ń╣ż╝■Öz£yŻ¼╩╣ė├ĻP╣Ø▒█£y┴┐ÖCŻ¼¾w¼F┴╦ņ`╗ŅąįĪóĖ▀Š½Č╚║═Ą═│╔▒ŠŻ╗Č°╝ż╣ŌĖ·█Öāxį┌┤¾│▀┤ń╣ż╝■Ą─Öz£yŅIė“ėų░lō]┴╦╦³īŻśIĄ─╝╝ągā×ä▌ĪŻ
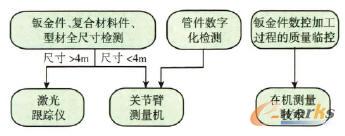
łD1 öĄūų╗»š¹¾wĮŌøQĘĮ░Ė
1 ╝ż╣ŌĖ·█Öāx├µŽ“║Į┐šŌkĮ┴Ń╝■╝░─ŻŠ▀öĄūų╗»Öz£yĄ─æ¬ė├
ŌkĮ┴Ń╝■╝░─ŻŠ▀Ą─Öz£yļy³c╩Ū┤¾│▀┤ńĪó┤¾Ū·├µĪóęūūāą╬Īó┐╠ŠĆČÓŻ¼▓╗Ą½ę¬Ęų╬÷Ū·├µ╝░┐╠ŠĆĄ─▌å└¬Č╚Īó╬╗ų├Ż¼▀Ćę¬▀Mąąčb┼õ╠žš„Ą─Å═║Ž╬╗ų├Č╚ėŗ╦ŃįuārĪŻé„ĮyĄ─Öz£yĘĮĘ©▒žĒÜųŲįņę╗Č©Ą─Öz£yśė░ÕĪó┐©░ÕĄ╚Ż¼Ęų│╔║▄ČÓéĆÖz£y╣żą“▀MąąŻ¼Öz£yŠ½Č╚Ą═Īóą¦┬╩Ą═Īó╣żčbįOėŗųŲįņų▄Ų┌ķLĪó│╔▒ŠĖ▀ĪŻ
╝ż╣ŌĖ·█Öāx▒╗ūu×ķ╔·«a¼Fł÷Ą─“ū▀äė╩Į╚²ū°ś╦”Ż¼į┌ę╗éĆÖz£y╣żą“ųąŻ¼īóĮėė|╩Į£y┴┐║═ĘŪĮėė|╩Į£y┴┐╝╝ąg═¼Ģræ¬ė├į┌╗∙£╩╠žš„Ż©├µĪó┐ūĪó▓█Īó³cĪó▀ģŠēŻ®Īó┐╠ŠĆĪóŪ·├µĄ╚╠žš„Ą─īŻśIÖz£yĘų╬÷Ż©ęŖłD2Ż®ųąĪŻ
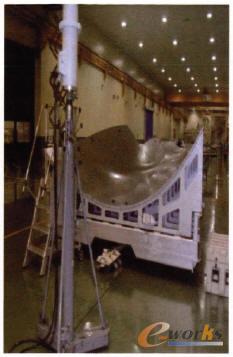
łD2 ╝ż╣ŌĖ·█Öāx£y┴┐ŌkĮ─ŻŠ▀
æ¬ė├░Ė└²Ż║£y┴┐ĢrŻ¼Ž╚īó3DīŹ¾w─Żą═ī¦╚╦£y┴┐▄ø╝■Ż¼└¹ė├╝ż╣ŌĖ·█ÖāxĄ─ś╦£╩░ąńRī”─ŻŠ▀╔ŽĄ─25éĆ╗∙£╩┐ū▀Mąą£╩┤_£y┴┐Ż¼▄ø╝■ūįäėīó25éĆ╗∙£╩┐ūĄ─īŹ£yū°ś╦ųĄ┼c3D─Żą═ī”æ¬┐ūĄ─└ĒšōģóöĄ▀Mąą▒╚ī”ĪóöM║Žėŗ╦ŃŻ¼╔·│╔Ū·├µ╣ż╝■Ą─┴Ń╝■ū°ś╦ŽĄĪŻū°ś╦ŽĄĮ©┴ó║¾Ż¼▓┘ū„╚╦åT┐╔ęįų▒Įė╩╣ė├Įėė|╩Į£yßśī”─ŻŠ▀╔ŽĄ─Ė„ĘN╠žš„▀MąąÖz£yĪŻ
ī”ė┌┐ūĪó▓█ĪóŪ·├µ³cĪó▀ģŠē³cĄ╚╠žš„┐╔ęį╩╣ė├Ū“ą╬Ą─╝tīÜ╩»£yßśŻ¼Ė∙ō■╠žš„Ą─│▀┤ń┤¾ąĪ║Ž└Ē▀xō±£yßśų▒ÅĮ╝┤┐╔ĪŻČ°▀Mąą┐╠ŠĆĄ─Öz£yĢrŻ¼ų╗ąĶę¬Ė³ōQ│╔“╝Ō”£yßś╝┤┐╔Ż¼▀@ĘN£yßśŪ░Č╦ĘŪ│Ż╝ŌõJŻ¼£y┴┐ĢrŻ¼▓┘ū„╚╦åTų╗ąĶīó£yßś“Ēö”╚ļ┐╠ŠĆā╚╝┤┐╔Ż¼½@╚ĪīŹ£y³c║¾Ż¼▄ø╝■Ģ■ūįäėīóīŹ£yöĄō■┼cCAD─Żą═└ĒšōŠĆ┐“Ū·ŠĆ▀Mąą▒╚ī”Ż¼▓╗Ą½┐╔ęį£y┴┐│÷╣ż╝■ŠĆ┐“Ą─ķLĪóīÆĪó░ļÅĮĄ╚ģóöĄŻ¼▀Ć─▄ŠC║ŽįuārīŹļHŠĆ┐“Ą─š¹¾w╬╗ų├į┌«öŪ░ū°ś╦ŽĄųąĄ─ĀŅæBŻ¼£y┴┐Š½Č╚┐╔ęį▀_ĄĮ0.1mmū¾ėęĪŻ
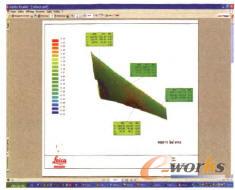
╝ż╣ŌĖ·█Öāx╔ŽĄ─ŠĆ╝ż╣ŌÆ▀├Ķ£yŅ^─▄ē“īŹ¼FŌkĮ┴Ń╝■┤¾│▀┤ńŪ·├µĄ─┐ņ╦┘ĪóĖ▀Š½Č╚Öz£yĪŻÖz£y╚╦åT┐╔ęį╩ų│ų╝ż╣ŌÆ▀├Ķ£yŅ^Ż¼ņ`╗ŅĄžį┌╣ż╝■Ė„éĆĘĮ╬╗ī”Ū·├µ▀MąąÆ▀├ĶŻ¼Č╠Ģrķgā╚Š═─▄½@╚ĪÄū░┘╚féĆŪ·├µ³cŻ¼┤¾┴┐Ą─³cįŲöĄō■Ģ■ūįäėėøõøĄĮ£y┴┐▄ø╝■ųąŻ¼┼c3DīŹ¾w─Żą═▀MąąīŹĢrĄ─Ęų╬÷▒╚ī”ĪŻ×ķ┴╦£╩┤_Īóų▒ė^ĄžĘ┤æ¬ŌkĮŪ·├µĄ─š¹¾wĀŅæBŻ¼▄ø╝■─▄ē“ĮY║ŽCAD─Żą═▌ö│÷3DĄ─╔½▓ŅłDŻ¼═©▀^CAD─Żą═╔ŽłDą╬ł¾ĖµĄ─▓╗═¼Ņü╔½Ż¼╝╝ąg╚╦åT┐╔ęį▌p╦╔Īóų▒ė^Īó£╩┤_ĄžĘų╬÷│÷╣ż╝■Ą─Ū·├µ▌å└¬Č╚ĀŅæBŻ©ÖCęĒ├╔ŲżŪ·├µ▌å└¬Č╚Ęų╬÷Ż¼ęŖłD3Ż®ĪŻ

łD3 ÖCęĒ├╔ŲżŪ·├µ▌å└¬Č╚Ęų╬÷
╝ż╣ŌÆ▀├Ķ£y┴┐Ą─ĘĮĘ©ĘŪ│Ż▀mė├ė┌┤¾│▀┤ńÅ═║Ž▓─┴Ž▒┌░Õ┴Ń╝■Ą─¼Fł÷Öz£yĪŻų╗ę¬╝ż╣ŌĖ·█ÖāxĄ─ų„ÖCšŠ╬╗ęÄäØ║Ž└ĒŻ©╗∙▒Š╔Žį┌ę╗éĆšŠ╬╗╔ŽŻ®Š═┐╔ęįīŹ¼F▒┌░ÕĄ─═ŌŪ·├µ║═ā╚Ū·├µĄ─Æ▀├ĶŻ¼£y┴┐║¾š¹¾w³cįŲöĄō■▌ö│÷ĄĮ£y┴┐▄ø╝■ųąŻ¼▄ø╝■┐╔ęįĖ∙ō■łD╝łųĖČ©Ą─ū°ś╦▀MąąĮž├µĘų╬÷Ż©ęŖłD4Ż®Ż¼═©▀^Įž├µöĄō■Ą─Ęų╬÷Ż¼▓╗Ą½┐╔ęį▌ö│÷▒┌░ÕĖ„éĆ╬╗ų├Ą─║±Č╚ųĄŻ¼ę▓┐╔ęį½@Ą├ūŅ┤¾║±Č╚Ą─ū°ś╦ĘČć·ĪŻ│õĘų¾w¼F┴╦╝ż╣ŌĖ·█Öāxį┌║Į┐šŌkĮ▓─┴ŽÖz£yĘĮ├µĄ─Ė▀Š½Č╚ĪóĖ▀ą¦┬╩Ą─╠ž³cĪŻ
łD4 ŌkĮ╝■└¬Č╚╔½▓ŅłDĘų╬÷
×ķ┴╦▀Mę╗▓Į╠ßĖ▀¼Fł÷Ą─Öz£yą¦┬╩Ż¼╝ż╣ŌĖ·█ÖāxĄ─6D£yŅ^┐╔ęį╝ėčbį┌ÖCąĄ▒█╗“²łķT┐“╝▄Ą─╣żū„ĮKČ╦Ż¼ÖCąĄ▒█╗“²łķT┐“╝▄ŽĄĮyĄ─Č©╬╗Š½Č╚▓ó▓╗ųžę¬Ż¼╦³éāų╗ū÷×ķūįäėČ©╬╗Ą─ł╠ąąČ╦Ż¼£yŅ^Ą─ūŅĮKŠ½Č╚ė╔╝ż╣ŌĖ·█ÖāxĄ─6D£yŅ^üĒøQČ©ĪŻį┌’wÖCŌkĮ─ŻŠ▀ĪóŌkĮ┴Ń╝■ĪóÅ═║Ž▓─┴Ž╣żčb╝░┴Ń╝■Ą─┐ņ╦┘Öz£yŅIė“ėą║▄┤¾Ą─æ¬ė├┐šķgĪŻ
╝ż╣Ō└ū▀_═Ļ│╔┤¾Ū·├µ┐ņ╦┘Öz£y
╝ż╣Ō└ū▀_▀mę╦ė┌┤¾│▀┤ńęūūāą╬╣ż╝■Ą─ĘŪĮėė|╩Į£y┴┐ĪŻ┐╔ęį┐ņ╦┘Ąž½@╚Ī╣ż╝■▒Ē├µĄ─īŹ£y³c║═Äū║╬╠žš„Ż¼┼cCAD─Żą═▀Mąą╚²ŠS▒╚ī”Ęų╬÷ĪŻ£y┴┐┤¾│▀┤ńĄ─Äū║╬═Ōą╬Ģr▓╗ąĶ꬚│┘NłAą╬Ą─░ą³c┘NŲ¼Ż¼ę▓▓╗ąĶę¬░▓čbĘ┤╔õ└ŌńR╗“╠ĮŅ^ĪŻ▒╚╚ńŻ¼╝ż╣Ō└ū▀_┐╔ęį═Ļ│╔ī”║Į┐šŌkĮ╝■öĄęį░┘ėŗĄ─ąĪ┐ū║═▀ģŠē╠žš„Ą─┐ņ╦┘Öz£y║═╠ž╩ŌūRäeĪŻė╚Ųõī”ė┌Ņü╔½╔Ņ░ĄĄ─╬’¾w▒Ē├µ╝░Ė▀┴┴Č╚Ą─╬’¾w▒Ē├µŻ¼¤oąĶ╩╣ė├╠ž╩ŌĄ─▒Ē├µćŖ═┐╠Ä└Ē╝┤┐╔£╩┤_Ę┤ü³cöĄō■ĪŻ╝ż╣Ō└ū▀_ĘŪ│Ż▀m║Ž╣ż╝■å╬├µÖz£yĄ─ŪķørŻ¼╚ń╣¹╣ż╝■Ą─š²ĪóĘ┤├µČ╝ę¬Öz£yŻ¼įOéõŠ═ąĶę¬▀Mąą▐DšŠ╝░║¾Ų┌Ą─³cįŲŲ┤Įė╠Ä└ĒĪŻ
į┌ÖC£y┴┐╝╝ągģfų·ŌkĮ┴Ń╝■ųŲįņ▀^│╠┘|┴┐▒O┐ž
─┐Ū░Ż¼ŌkĮ┴Ń╝■öĄ┐ž╝ė╣ż║¾┤¾Č╝▒žĒÜÅ─ÖC┤▓╔ŽąČŽ┬üĒŻ¼Ę┼ų├ĄĮ╚²ū°ś╦£y┴┐ÖC╔Ž▀MąąöĄūų╗»Öz£yĪŻė╔ė┌ŌkĮ╝■śOęūūāą╬Ż¼ė╚Ųõ╩ŪļSų°Å═║Ž▓─┴Žį┌║Į┐šŅIė“Ą─┤¾┴┐æ¬ė├Ż¼ŌkĮ╝■Ą─│▀┤ńįĮüĒįĮ┤¾Ż¼╝ė╣ż║¾Ż¼╝┤╩╣╩ŪĦų°ŖAŠ▀ĄĮ╚²ū°ś╦£y┴┐ÖC╔ŽÖz£yŻ¼ūāą╬ĦüĒĄ─£y┴┐š`▓Ņ╚į╩Ū╝╝ąg╚╦åT¤oĘ©▒▄├ŌĄ─ĪŻ
į┌ÖC£y┴┐╝╝ągĮo┤¾│▀┤ńŌkĮ╝■öĄ┐ž╝ė╣ż┘|┴┐Öz£y╠ß╣®┴╦īŻśIĄ─ĮŌøQĘĮ░ĖĪŻ║åå╬ĄžųvŻ¼“į┌ÖC£y┴┐”Š═╩Ūį┌¼FėąĄ─öĄ┐ž╝ė╣żįOéõ╔Žį÷╝ė£yŅ^║═£y┴┐▄ø╝■Ż¼╣ż╝■¤oąĶļxķ_ÖC┤▓Ż¼ų▒Įėš{ė├£yŅ^Ż¼į┌╣ż╝■▒Ē├µ▀MąąÖz£yŻ¼£y┴┐ųĄų▒Įė┼c└Ēšō╬─╝■Ż©ū°ś╦╬─╝■Īó3D CAD╬─╝■Ż®▀Mąą▒╚ī”Ęų╬÷╝┤┐╔ĪŻ
ė╔ė┌║Į┐š▓─┴ŽČ╝ŽÓī”░║┘FŻ¼╚ń╣¹į┌öĄ┐ž╝ė╣ż▀^│╠ųąŻ¼į┌▀m«öĄ─╣żą“ķgį÷╝ėį┌ÖC£y┴┐╣żą“Ż¼╣ż╦ć╚╦åTŠ═─▄╝░Ģr░l¼F╝ė╣ż▀^│╠ųą│÷¼FĄ─Ų½▓Ņå¢Ņ}Ż¼į┌▀Ćėąę╗Č©╝ė╣żėÓ┴┐Ą─Ģr║“Ż¼╝░Ģrš{š¹║¾└m╣żą“Ą─╝ė╣żģóöĄŻ¼ūŅĮKŽ┬ŠĆŌkĮ╝■Ą─║ŽĖ±ŲĘ┬╩īóĢ■ėą║▄┤¾Ą─╠ßĖ▀Ż©ęŖłD5Ż®ĪŻ

łD5 öĄ┐ž╝ė╣żį┌ÖC£y┴┐
▀@ĘN£y┴┐╝╝ąg▓╗Ą½┐╔ęįæ¬ė├į┌╝ė╣ż▀^│╠Ą─┘|┴┐▒O┐ž▀^│╠ųąŻ¼ī”ė┌┤¾ą═Å═║Ž▓─┴ŽŃŖŽ„╝ė╣żŻ¼ę▓─▄īŹ¼FÖC┤▓╔ŽĄ─ūŅĮK│▀┤ńÖz£y╣żū„ĪŻ┼c▀^│╠Öz£y▓╗═¼Ą─╩ŪŻ¼╚ń╣¹ąĶę¬į┌╝ė╣żÖC┤▓╔Ž▀MąąūŅĮK│▀┤ń┤_šJŻ¼▒žĒÜę²╚ļśė╝■▒╚ī”Ą─┐žųŲ┴„│╠Ż║īŹ¼Fßśī”╣ż╝■Ą─▒╗£yį¬╦žŪķørįOėŗŽÓæ¬Ą─ś╦£╩śė╝■Ż¼įōśė╝■▒žĒÜį┌īŻśIĄ─╚²ū°ś╦£y┴┐ÖC╔Žī”Ė„ĘNĻPµI╠žš„▀MąąÖz£yįuārŻ¼ėŗ┴┐ł¾Ėµīóū„×ķ┴┐ųĄé„▀fĄ─ę└ō■ĪŻÖC┤▓═Ļ│╔╝ė╣ż╚╬䚯¼į┌ł╠ąąūŅĮKÖz£yĢrŻ¼ąĶꬎ╚į┌ųĖČ©Ą─╬╗ų├ī”ś╦£╩śė╝■▀MąąÖz£yŻ¼ÖC┤▓ī”śė╝■Ą─Öz£ył¾ĖµąĶę¬┼cėŗ┴┐ł¾Ėµ▀Mąą▒╚ī”Ż¼Ų½▓ŅųĄØMūŃę╗Č©Š½Č╚ę¬Ū¾Ą─Ģr║“Ż¼▒Ē├„ÖC┤▓Š½Č╚ĀŅæBš²│ŻŻ¼▀@Ģr▓┼─▄ķ_╩╝ÖC┤▓╔ŽĄ─ūŅĮK│▀┤ńÖz£yŻ¼ęį▒ŻūC£y┴┐ĮY╣¹Ą─£╩┤_ąį║═ėąą¦ąįĪŻīóį┌ÖC£y┴┐╝╝ągæ¬ė├ĄĮ║Į┐š┤¾│▀┤ńĄ─ŌkĮ╝■║═Å═║Ž▓─┴Ž╝■Ą─╝ė╣ż▒O┐ž▀^│╠║═ūŅĮK╚½│▀┤ńÖz£yŻ¼┘|Öz▓┐ķT¤oąĶį┌į÷╝ė│¼┤¾ą═╚²ū°ś╦£y┴┐ÖCŻ¼┤¾┤¾ĮĄĄ═┴╦Öz£y│╔▒ŠĪŻųŲįņ▀^│╠Ą─öĄō■▓╔╝»ĪóĘ┤üŻ¼×ķ╣ż╦ć▓┐ķTš{š¹╝ė╣żģóöĄĪóā×╗»╣ż╦ćĘĮĘ©╠ß╣®┴╦╚½├µĪó£╩┤_Ą─öĄō■ą┼ŽóŻ¼┤¾┤¾╠ßĖ▀┴╦ŌkĮ╝■öĄ┐ž╝ė╣żĄ─║ŽĖ±ŲĘ┬╩ĪŻ
╣▄╝■öĄūų╗»Öz£yŽĄĮy
║Į┐š╣▄╝■Ą─ęÄĖ±▓Ņ«É║▄┤¾Ż¼ąĪĄĮė═┬Ę╣▄╝■Īó┐žųŲŠĆ└|╣▄┬ĘŻ¼┤¾ĄĮ┼┼ÜŌ╣▄Ą╚Ż¼ŅÉą═ę▓║▄Å═ļsŻ¼═∙═∙┐šķgÅØŪ·ūā╗»║▄┤¾ĪŻĻP╣Ø▒█╚²ū°ś╦£y┴┐ÖCęįŲõĖ▀Š½Č╚ĪóĖ▀ņ`╗Ņąį▒╗ÅVĘ║Ąžæ¬ė├ė┌║Į┐š╣▄╝■Ą─£y┴┐ŅIė“ĪŻ
ĻP╣Ø▒█╚²ū°ś╦£y┴┐ÖC┐╔ęįų▒Įė£y┴┐▓ó▀MąąLŻ▄RŻ▄A(YŻ▄BŻ▄C)Īó╣▄╝■╝ė╣ż║¾Ą─╗žÅŚ┴┐ĪóÅØŪ·░ļÅĮĪó╣▄╝■┐éķLĪó╣▄╝■Į╗³cŲ½▓ŅŻ▄LŻ▄RŻ▄A(YŻ▄BŻ▄C)Ą╚īŻśIģóöĄĄ─Ęų╬÷įuārĪŻ▀@ĘNįOéõ▓╗Ą½┐╔ęį═Ļ│╔Öz“×╩ęā╚Ą─╣▄╝■£y┴┐╚╬䚯¼ī”ė┌┤¾│▀┤ńĄ─╣ż╝■Ż¼ĻP╣Ø▒█£y┴┐ÖC▀Ć┐╔ęįĘĮ▒ŃĄžĘ┼ų├į┌¼Fł÷Ż¼═Ļ│╔┤¾│▀┤ń╣▄╝■Ą─£y┴┐╣żū„ĪŻĻP╣Ø▒█£y┴┐ÖCę▓┐╔ęįū„×ķöĄ┐žÅØ╣▄ÖCĄ─┼õ╠ūįOéõŻ¼ų„ę¬ė├üĒ£y┴┐│╔ą╬ÅØ╣▄╗“─Żą═╣▄Ą─Äū║╬ģóöĄŻ¼į┌öĄ┐žÅØ╣▄╝ė╣żųą┤µį┌╗žÅŚš`▓ŅŻ¼¤oĘ©ė├ĮŌ╬÷Ę©╗“öĄųĄĘ©▀Mąąą▐š²Ż¼─┐Ū░ūŅ║├Ą─čaāöĘĮĘ©╩Ū▓╔ė├╣▄╝■Öz£yŽĄĮyį┌╝ė╣ż¼Fł÷ī”ÅØ╣▄ų▒Įė£y┴┐Ż¼£y┴┐ĮY╣¹┼cįOėŗłD╝łöĄō■▒╚▌^Ż¼īóŲõš`▓ŅĘ┤üĮoÅØ╣▄ÖCŻ¼ą▐Ė─öĄ┐ž╝ė╣ż┤·┤aŻ¼╩╣║¾└m╝ė╣ż╝■▒M┐ņ┼cłD╝ł╬Ū║ŽŻ¼ØMūŃŠ½Č╚ę¬Ū¾Ż¼ĮĄĄ═╝ė╣ż│╔▒ŠĪŻ
ĮY╩°šZ
ŌkĮ╝■Ą─öĄūų╗»š¹¾w£y┴┐ĘĮ░ĖŻ¼▓╗Ą½ĮŌøQ┴╦┤¾│▀┤ńŌkĮ┴Ń╝■ĪóÅ═║Ž▓─┴Ž┴Ń▓┐╝■Ą─¼Fł÷┐ņ╦┘Öz£yå¢Ņ}Ż¼═¼Ģrį┌öĄ┐ž╝ė╣ż▀^│╠×ķ╣ż╦ćĪóųŲįņ▓┐ķT╝░ĢrĘ┤ü╝ė╣ż▀^│╠Ą─öĄō■ą┼ŽóŻ¼šµš²īŹ¼F┴╦öĄ┐ž╝ė╣ż▀^│╠Ą─┘|┴┐▒O┐žĪŻÅ─▀^│╠ĄĮūŅĮK│▀┤ńĪóÅ─ąĪ│▀┤ńĄĮ┤¾┐ńŠÓ│▀┤ńĪóÅ─ś╦£╩Äū║╬╠žš„ĄĮŪ·├µĘų╬÷Ą╚ĘĮ├µ╠ß╣®┴╦ŌkĮ╝■Ė▀Š½Č╚ĪóĖ▀ą¦┬╩Ą─öĄūų╗»Öz£yĘĮ░ĖĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║ŌkĮ╝■öĄūų╗»£y┴┐ĘĮ░Ė
▒Š╬─ŠWųĘŻ║http://m.vmgcyvh.cn/html/solutions/1401939741.html